Mạ kẽm nhúng nóng là một giải phải mang tính tiết kiệm chi phí cho doanh nghiệp trong việc bảo vệ bề mặt sắt thép và kết cấu. Giúp giảm thiểu những chi phí phát sinh do khuyết tật bề mặt gây ảnh hưởng trực tiếp đến an toàn của con người và tài sản. Phương pháp ra đời để giải quyết tất cả các vấn đề liên quan về tăng cường độ bảo vệ cho kim loại hữu hiện nhất hiện nay.
Báo giá mạ kẽm nhúng nóng là một phần quan trọng trong việc dự toán cho chủ đầu tư nắm bắt ngay từ đầu chuẩn bị khởi hàng dự án. Trong bài viết này, chúng ta sẽ đi tìm hiểu về cách tính giá của phương pháp mạ kẽm nhúng nóng trong thực tế. Cách thức hoạt động của phương pháp là bảo vệ bề mặt kim loại chống và hạn chế sự khuyết tật bề mặt bởi các yếu tố môi trường gây nên. Đơn giá thông thường được tính theo kilogam sau đó nhân với đơn giá (vnd) theo từng sản phẩm kết cấu thép (kích thước, độ dày và bề mặt).

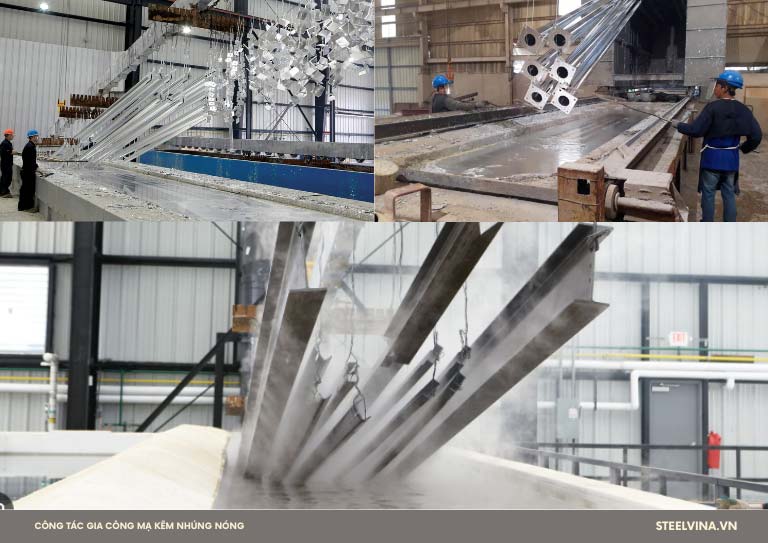
Giới thiệu về dịch vụ mạ kẽm nhúng nóng sắt thép
Steelvina với rất nhiều năm cung cấp dịch vụ xi mạ kẽm điện phân, mạ kẽm nhúng nóng sắt thép, kết cấu lớn nhỏ các loại trên thị trường toàn quốc. Ngày nay nhu cầu bảo vệ và chọn lựa sản phẩm thường là cao cấp bởi độ phát triển của nghành công nghiệp ngày càng mạnh. Nên các dự án công trình xây dựng luôn đòi hỏi những tiêu chuẩn kỹ thuật đi kèm với sản phẩm sắt thép chất lượng cao, độ bền cao, khả năng làm việc lâu dài lên đến vài chục năm là điều bình thường.
Với các điều kiện khí hậu ở trong nước ta, với các sản phẩm kết cấu phục vụ chính cho các nghành công nghiệp ngoài trời như công trình giao thông, viễn thông, công trình biển gần như 100% phải sử dụng thép mạ kẽm nhúng nóng hoặc inox (chi phí cực cao). Nên Nhúng nóng là sự lựa chọn cho các chủ đầu tư chọn lựa bởi các đặc tính về kinh tế và dễ dàng thi công trong thời gian ngắn.
Steelvina chúng tôi nhận gia công mạ kẽm và cơ khí chế tạo máy móc, linh kiện phụ kiện máy móc, phụ kiện sắt thép xây dựng các loại. Cam kết khi mạ tại công ty chúng tôi sẽ có báo giá minh bạch rõ ràng, tiến độ thời gian thi công chuẩn xác. Ngoài ra, chúng tôi còn có các dịch vụ đi kèm như vệ sinh hàng hóa hen gỉ nặng, gia công sau thành phẩm như sơn tĩnh điện, sơn chống gỉ hoặc cắt, hàn theo yêu cầu.
Các sản phẩm thường được mạ kẽm nhúng nóng
Hiện nay, đối với tất cả các sản phẩm khi được đúc cán nóng hoặc cán nguội đều có thể gia công bảo vệ bằng cách mạ kẽm. Tùy thuộc vào từng môi trường có ăn mòn không để chủ đầu tư chọn lựa phương pháp bảo vệ cho đúng. Nếu sử dụng trong nhà, môi trường không ăn mòn hoặc những công trình tạm thời thì không nên mạ bởi chi phí sẽ đội lên rất cao. Còn đối với những sản phẩm làm việc ngoài trời hoặc mang tính oxi hóa cao thì điều bắt buộc phải sử dụng để tiết kiệm chi phí sau này tránh trường hợp thay thế hoặc sửa liên tục. Dưới đây chúng tôi xin kể đến những sản phẩm thường được mạ kẽm tại công ty chúng tôi :

-
Thép hình I U V H, thép tấm, thép tròn đặc, thép ống -hộp, thép cuộn, thép bản mã, mặt bích...
-
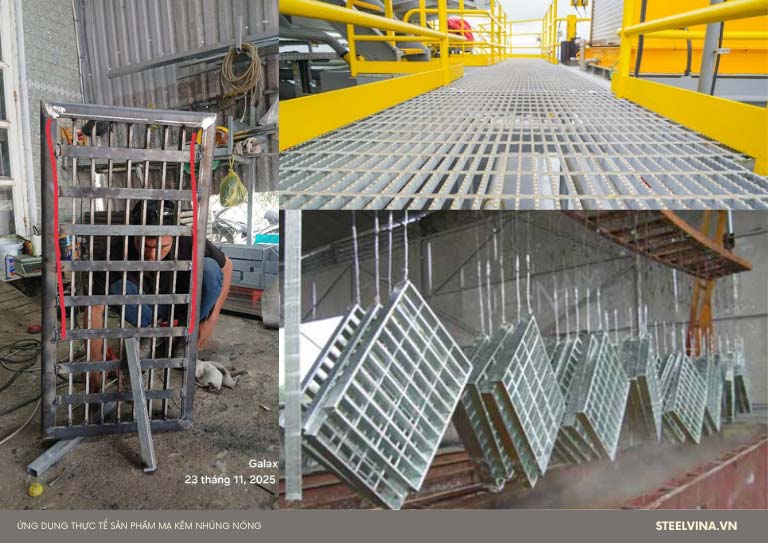
Tấm sàn grating
-
Khung kệ
-
Giàn giáo
-
Rọ thép
-
Trụ đèn
-
Trụ viễn thông
-
Thang máng cáp
-
Kết cấu thép
-
Nắp mương, lười sàn
-
Lan can
-
Thang leo
Trên đây là một số sản phẩm thông dụng được mạ tại công ty chúng tôi. Sản phẩm được thành phần làm bằng thép đen mới 100%, sau đó được vệ sinh và phủ một lớp kẽm dày giúp bảo vệ bề mặt tốt nhất cho doanh nghiệp trước khi đưa vào sử dụng lâu dài.
Bảng giá gia công mạ kẽm nhúng nóng chi tiết theo sản phẩm mới nhất tháng 01 năm 2026
Đơn giá gia công mạ kẽm nhúng nóng sắt thép hoặc phụ kiện có giá dao động thấp nhất từ 6200 việt nam đồng trên mỗi kilogam cho đến tối đa khoảng 12500 vnd/kg. Phụ thuộc chính vào yếu tố độ dày để xét giá (thường thì độ dày nhỏ nhất từ 1.5mm, sản phẩm có độ dày càng mỏng thì đơn giá sẽ càng cao bởi lượng kẽm bám nhiều. Ngoài ra, còn có các yếu tố đi kèm như khổ rộng sản phẩm, tình trạng bề mặt (mới hay cũ, đã sơn hay có dính kẽm không) và chi phí khác đi kèm là vật liệu và nhân công. Chúng ta có thể có công thức tính sơ lượt như sau :
Giá mạ kẽm nhúng nóng sơ bộ (vnd/kg) = Chi phí nguyên liệu + Chi phí nhân công
Để hình thành đơn giá thực tế còn có các chi phí bổ sung thêm như chi phí vệ sinh bề mặt, kích thước quá khổ hoặc quá nhỏ, mạ theo yêu cầu về độ dày và tiêu chuẩn theo từng quốc gia.
Những thắc mắc về cách tính giá mạ kẽm nhúng nóng trước và sau khi gia công
Đây là một trong những câu hỏi được rất nhiều khách hàng quan tâm, đặc biệt là những đơn vị mới gia công lần đầu thường hay thắc mắc. Bởi thành phần khối lượng kẽm bám dính trước và sau khi mạ. Vì trước khi gia công chúng tôi thường sẽ giải thích cho khách hàng hiểu và nắm được quy trình làm việc bên công ty chúng tôi.
Ví dụ Khách hàng A : Cần gia công 100 thanh V50x50 dày 5mm (barem mỗi thanh là 22kg) tổng là 2200 kilogam.
|
Khối lượng |
Kilogam |
Đơn giá (vnd/kg) |
Thành tiền (vnd) |
|
Khối lượng ban đầu |
2200 |
|
|
|
Khối lượng kẽm bám |
110 |
|
|
|
Khối lượng sau khi mạ |
2.310 |
6500 |
15.015.000 |
|
Lưu ý : Khối lượng nhập ban đầu chi để chúng ta kiểm soát lượng hàng nhập vào, còn khối lượng thành phẩm sau khi mạ mới quyết định chi phí gia công tổng là bao nhiêu. Trên bảng khối lượng tổng được chúng tôi tô đỏ để mọi người dễ hình dung. |
Giá gia công mạ chi tiết sản phẩm tham khảo
|
Sản phẩm |
Bề mặt |
Đơn giá (vnd/kg) |
Lưu ý |
|
Thép hình I U V H Z C |
Đen |
6.500 - 9.800 |
Áp dụng cho sản phẩm có chiều dài 6m-12m, tình trạng mới chưa qua sử dụng, khoảng giá áp dụng cho độ dày lớn hơn 2mm ( Nếu sản phẩm đã qua sử dụng hoặc bề mặt chưa vệ sinh sẽ được cộng thêm phí tẩy và bắn bi)
|
|
Thép tấm |
Đen |
6.400 - 10.500 |
|
Thép tròn đặc |
Đen |
7.000 - 9.000 |
Thanh dài 6m, 3m hoặc 12m |
|
Thép ống - hộp |
Đen |
8.000 - 11.500 |
Độ dày 1.5mm trở lên |
|
Thép cuộn |
Đen |
7.500 - 8.500 |
Trọng lượng 200 - 300kg mỗi cuộn |
|
Thép bản mã |
Đen |
6.500 - 8.500 |
Phải đột lỗ để treo khi nhúng |
|
Mặt bích |
Đen |
6.000 - 9.000 |
Độ dày từ 2mm trở lên |
|
Tầm sàn grating |
Đen |
6.600 - 7.500 |
Vệ sinh đường hàn sạch sẽ, mới 100% |
|
Khung kệ |
Đen |
7.500 - 9.500 |
Gửi bản vẽ chi tiết bao gồm độ dày, rộng x dài |
|
Giàn giáo |
Đen |
6.500 - 7.500 |
- |
|
Rọ thép |
Đen |
6.700 - 9.500 |
|
|
Trụ đèn |
Đen |
7.800 - 9.600 |
|
|
Trụ viễn thông |
Đen |
6.100 - 7.600 |
|
|
Thang máng cáp |
Đen |
10.500 - 12.500 |
Đa số sử dụng tôn đen cán độ dày 1.5mm - 2mm |
|
Kết cấu thép |
Đen |
- |
Theo thực tế kích thước x độ dày x số lượng |
|
Nắp mương, lưới sàn |
Đen |
6.500 - 6.800 |
- |
|
Lan can |
Đen |
6.100 - 7.600 |
- |
|
Thang lồng |
Đen |
6.400 - 8.400 |
- |
Lưu ý về báo giá mạ kẽm nhúng nóng :
-
Đã bao gồm chi phí VAT, chưa bao gồm vận chuyển
-
Chưa bao gồm chi phí vệ sinh, tẩy rửa bề mặt hen gỉ hoặc dính sơn
-
Nếu hàng hóa của bạn bám dính nhiều sơn cũ hoặc hen gỉ nặng, nên tự xử lý trước sẽ giảm chi phí.
Một số mặt hàng thông dụng và giá thành thực tế đã thực hiện
Chúng tôi tiếp nhận một lô hàng 128 thanh thép ống phi 114 (DN100) dày 5mm dài 6m đang dính sơn đỏ đại bàng. Ống làm hệ thống phòng cháy chữa cháy đã qua sử dụng, nguyên liệu nên là ống thép đen Hòa Phát.
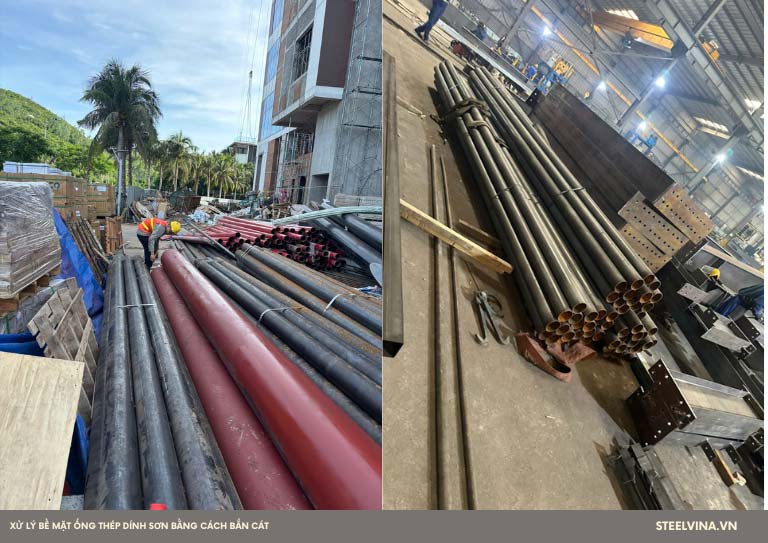
Tổng trọng lượng lô ống đen trước khi mạ kẽm là 9.220 kilogam. Đơn giá được chúng tôi báo như sau :
-
Đơn giá vệ sinh lớp sơn bằng cách bắn cát : 4.400 đ/kg (đã bao gồm Vat)
-
Đơn giá gia công mạ kẽm nhúng nóng : 8.200 đ/kg (đã bao gồm vat)
-
Tổng cộng = 12.600 vnd/kg (đã bao gồm phí vat)
Bước tiếp theo là các công tác vệ sinh, khoan lỗ treo ống trước khi mạ kẽm nhúng nóng.

Thực hiện khoan lỗ phi 10 bằng cách chấm bong que hàn theo từng ống để treo khi cho vào bể kẽm nóng chảy. Vì sản phẩm đã qua sử dụng nên khi bắn cắt, bề mặt ống không được đẹp như hàng mới 100% khi mạ. Bề mặt có thể bị chấm bi hoặc rỗ nhẹ như hình bên dưới.

Trước khi mạ những lô ống đầu tiên, chúng tôi sẽ thông báo trước cho quý khách hàng về tình trạng mạ ống đã qua sử dụng sẽ không được sáng bóng láng như ống mới, sẽ có bề mặt như trên hình thường bị rỗ nếu khách hàng đồng ý chúng tôi sẽ tiếp hành mạ hàng loạt.

Sau khi tiến hàng mạ kẽm nhúng nóng, thành phẩm có bề mặt và màu sắc như trên hình, tiến hành giao hàng.
Quá trình cân hàng thành phẩm có khối lượng tổng là 9500 kilogam x đơn giá mạ và bắn cát là 12.600 đ/kg = 119.700.000 (vnd) đây là tổng số tiền mà khách hàng phải trả sau khi mạ ( khối lượng kẽm bám vào ống là 280 kilogam) Trên đây là một ví dụ thực tế về sản phẩm mạ đã qua sử dụng, còn đối với những mặt hàng sắt thép, kết cấu phụ kiện đen mới chỉ tốn một chi phí mạ mà không mất phí vệ sinh hoặc bắn cát.
Mạ kẽm nhúng nóng là gì ?
Mạ kẽm nhúng nóng là tên gọi chung của việc bảo vệ tăng cường bề mặt cho kim loại chống lại các vấn đề liên quan đến hen gỉ và oxy hóa theo thời gian. Có tên quốc tế là Hot dip galvanizing thường sử dụng cho sắt thép và kết cấu hoàn thiện. Bằng cách tạo một lớp màng kẽm nguyên chất phủ lên bề mặt sản phẩm.
Thông số kỹ thuật của phương pháp mạ kẽm
Để đảm bảo chất lượng lớp mạ kẽm nhúng nóng, chúng ta cần tuân thủ theo đúng các thông số kỹ thuật về nhiệt độ, thời gian và đặc biệt là độ dày theo đúng các tiêu chuẩn quốc tế đưa ra như ASTM A123 hoặc TCVN 5408.
1. Thông số về bể mạ kẽm
Bao gồm các chỉ số quy định đến khả năng bám dính và các phản ứng hóa học giữa kẽm và kim loại.
-
Nhiệt độ bể mạ kẽm được duy trì ổn định. Nếu nhiệt độ thấp, kẽm sẽ đặc khó bám và nếu quá cao sẽ bị hoà tan vào kẽm gây xỉ
-
Nguyên liệu kẽm (Zn) phải là nguyên chất đạt tối thiểu 98%
-
Thời gian nhúng thường từ 2 phút cho đến 10 phút
-
Tốc độ rút sản phẩm không để kẽm đọng hoặc gồ ghề.
2. Độ dày lớp kẽm nóng
Độ dày lớp kẽm tỷ lệ thuận với khả năng chống ăn mòn. Thép càng dày thì lớp mạ hình thành sẽ càng cao.
3. Cấu trúc của lớp mạ
-
Lớp eta : Kẽm nguyên chất
-
Lớp Zeta : Hợp kim chứa khoảng 94% kẽm và 6% sắt
-
Lớp delta : Hợp kim chứa khoảng 90% kẽm và 10% sắt
-
Lớp gama : Lớp mỏng nhất tiếp giáp giữa bề mặt thép. Chứa khoảng 75% kẽm và 25% sắt, tạo lớp kẽm vững chắc trên bề mặt.
4. Thành phẩm sau khi nhúng nóng
Các tiêu chí kỹ thuật khi nghiệm thi dựa vào các thành phần như sau :
-
Độ đồng nhất lớp mạ phải được phủ toàn bộ bề mặt, kể cả trong lẫn ngoài.
-
Độ bám dính không được bong tróc nhẹ khi thực hiện các thí nghiệm như búa chuyên dụng hoặc uốn kết cấu.
-
Màu sắc có màu xám sáng hoặc xám mờ, không ảnh hưởng đến các tính chất cơ lý tính
-
Không có các nốt sần kẽm quá lớn, không bị rỗ bề mặt hoặc dính xỉ kẽm
Sơ lược về lịch sử hình thành và tiêu chuẩn mạ kẽm nhúng nóng
Mạ kẽm nhúng nóng có tên quốc tế là hot dip galvanizing là một trong những cách bảo vệ bề mặt kim loại lâu đời và hiệu quả nhất trên toàn cầu. Lớp màng zn+ giúp bao phủ toàn bộ bề mặt kim loại ngăn ngừa oxy hóa cực bền bỉ.
Lịch sử hình thành
Được hình thành từ năm một ngàn chín trăm bốn mươi hai do ông Mr. Malouin đưa ra luận văn trong một buổi thuyết trình tại Viện hàn lâm Pháp. Tiếp đó là vào năm một nghìn tám trăm ba sáu, Ông Mr. Sorel người Pháp ông đã đưa ra giải pháp làm sạch bề mặt kim loại bằng các sử dụng axit sunfuric trước khi mạ kẽm, ông là người đầu tiên nhận biết ra phương pháp mạ điện phân bằng cách bảo vệ điện hóa (catot) của kẽm đối với sắt.
Sau đó khoảng một trăm năm, phương pháp này được sử dụng thông dụng, bùng nổ tại các quốc gia Châu Âu như Hoa Kỳ Và UK. Phục vụ cho hàng nghìn dự án công trình trọng điểm ngoài trời, đặc biệt là trong xây dựng cầu đường, công trình thủy lợi, đường sắt và đóng tàu.
Tiêu chuẩn nhúng nóng
Tiêu chuẩn của phương pháp mạ kẽm nhúng nóng giúp chúng ta kiểm soát được chất lượng bề mặt lớp mạ bao gồm độ dày, độ bám dính và độ bóng. Tùy thuộc vào mỗi quốc gia sẽ áp dụng và đưa ra tiêu chuẩn riêng của mình, nhưng đa số các nước sử dụng bộ tiêu chuẩn quốc tế của Hoa Kỳ đưa ra là ASTM A123 và A153.
Ở Việt Nam chúng ta, sử dụng bộ tiêu chuẩn TCVN 5408 - ISO 1461 và tiêu chuẩn AS-NZS yêu cầu các kỹ thuật về độ dày lớp mạ tối thiểu dựa vào từng độ dày phôi thép. Lớp mạ kẽm phải liên tục, không được bong tróc hoặc có nốt sần quá lớn, xỉ kẽm bám nhiều.
|
Độ dày của sản phẩm |
Độ dày lớp mạ cục bộ |
Độ dày lớp mạ trung bình |
Trọng lượng trung bình lớp mạ |
|
(mm) |
µm |
µm |
g/m² |
|
< 1.5 |
35 |
45 |
320 |
|
> 1.5 < 3 |
45 |
55 |
390 |
|
>3 <6 |
55 |
70 |
500 |
|
>6 |
70 |
85 |
600 |
Bảng 1. Độ dày và trọng lượng lớp mạ theo tiêu chuẩn AS/NZS 4680 - 1999
|
Độ dày chi tiết |
Chủng loại vật liệu |
|
Structural shapes & plate |
Strip & bar |
Pipe & tubing |
Wire |
|
mm |
µm |
µm |
µm |
µm |
|
<1.6 |
45 |
45 |
45 |
35 |
|
1.6 <3.2 |
65 |
65 |
45 |
50 |
|
3.2 - 4.8 |
75 |
75 |
75 |
60 |
|
>4.8 <6.4 |
85 |
85 |
75 |
65 |
|
>6.4 |
100 |
100 |
75 |
80 |
|
Coating garade |
Mils |
Oz/ft² |
µm |
g/m² |
|
35 |
1.4 |
0.8 |
35 |
245 |
|
45 |
1.8 |
1.0 |
45 |
320 |
|
55 |
2.2 |
1.3 |
55 |
390 |
|
60 |
2.4 |
1.4 |
60 |
425 |
|
65 |
2.6 |
1.5 |
65 |
460 |
|
75 |
3.0 |
1.7 |
75 |
530 |
|
80 |
3.1 |
1.9 |
80.0 |
565 |
|
85 |
3.3 |
2.0 |
85 |
600 |
|
100 |
3.9 |
2.3 |
100 |
705 |
Bảng 2. Độ dày và trọng lượng lớp mạ theo tiêu chuẩn ASTM A123/ A153M
Một số tiêu chuẩn khác bao gồm :
-
Tiêu chuẩn AS 1397
-
Tiêu chuẩn ASTM A767
-
Tiêu chuẩn ASTM A780
-
Tiêu chuẩn ASTM F2329
-
Tiêu chuẩn ASTM A143
-
Tiêu chuẩn ASTM A384
-
Tiêu chuẩn ASTM A385
Tầm quan trọng của mạ kẽm nhúng nóng trong công nghiệp
Nhờ khả năng bảo vệ bề mặt vượt trội và tăng cường tuổi thọ lên vài chục năm nên được trở thành phương pháp quan trọng, không thể thiếu trong hầu hết các nghành công nghiệp năng và xây dựng cơ sở hạ tầng.
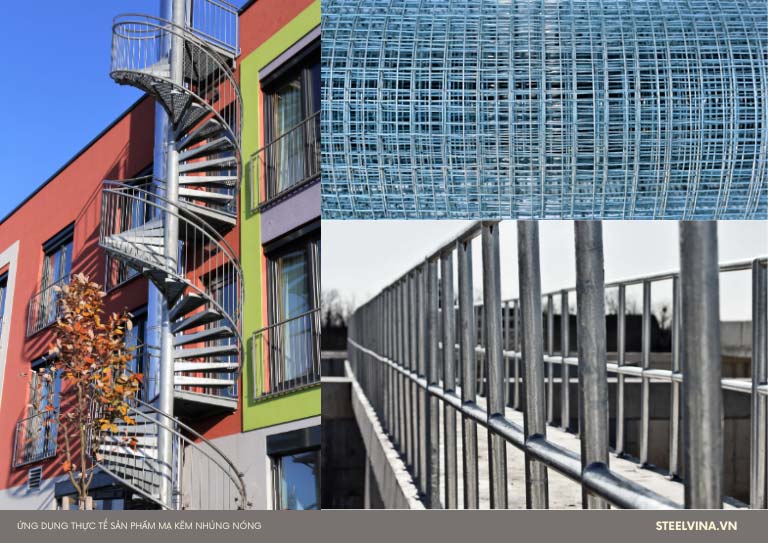
- Sử dụng trong công trình giao thông ngoài trời : Hệ thống đèn đường, trụ đèn tín hiệu, rào chắn và lan can, dầm cầu thép, cầu đi bộ, bu lông neo, cột biển báo, khung giá đỡ camera giám sát....
- Sử dụng trong nghành năng lượng và viễn thông : Sản xuất phụ kiện điện lực, cột điện cao thế, giá đỡ máy biến áp, hệ thống đỡ khung tấm pin năng lượng mặt trời, làm tháp ăng ten, cột phát sóng, tủ điện ngoài trời, giàn khoan dầu khí, hệ thống đường ống dẫn khí, dẫn dầu...
- Sử dụng trong dân dụng và công nghiệp : Làm khung nhà xưởng, kèo thép, giàn giáo, cốt pha, tấm sàn grating làm lối đi trong các nhà máy hóa chất, lọc dầu, nắp hố ga, đường ống dẫn nước sinh hoạt, ống phòng cháy chữa cháy
- Sử dụng trong nông nghiệp và chăn nuôi : Sản xuất khung nhà kính, chuồng trại chăn nuôi, máng ăn, lưới thép vây quanh, cửa đập thủy điện, hệ thống van xả và ống tưới tiêu
3 Lý do tại sao phương pháp này hiện nay được sử dụng trong dụng như thế ?
1. Giúp tiết kiệm chi phí dài hạn mặc dù chi phí đầu tư ban đầu cao, nhưng giảm thiểu các vấn đề thay thế bảo dưỡng trong suốt thời gian 20-30 năm.
2. Khả năng chịu lực và chống va đập tốt, lớp kẽm bám dính chắc rất cứng, an toàn trong quá trình vận chuyển và lắp đặt.
3. Tốc độ mạ kẽm thường chỉ mất vài phút ( chưa bao gồm các bước vệ sinh và hoàn thiện) được bảo vệ toàn diện cả bề mặt ngoài lẫn trong.
Chú ý : Đối với những sản phẩm có đầu ren như ty nhỏ cần độ chính xác cao, nếu nhúng nóng có thể gặp nhiều khó khăn khi lắp đặt thì khi có thể đổi qua phương pháp mạ khác là điện phân.
Quá trình mạ kẽm nhúng nóng
Bước 1 : Làm sạch bề mặt bao gồm tẩy dầu mỡ, tẩy gỉ (axit) và rửa bằng nước
Bước 2 : Nhúng trợ dung giúp loại bỏ hoàn toàn oxit trên bề mặt
Bước 3 : Mạ kẽm nóng chảy khi kim loại được nhúng trọn vào bể kẽm nóng nguyên chất với nhiệt độ khoảng 455 độ C. Phản ứng hóa học xảy ra tạo lớp màng kẽm liên kết chặt chẽ với bề mặt thép.
Bước 4 : Kiểm tra và hoàn thiện bao gồm bước làm nguội, kiểm tra độ dày lớp mạ , độ bám dính và bề mặt bền ngoài của sản phẩm đảm bảo đạt tiêu chuẩn ASTM A132 hoặc AS/ZNS 4680.

Nên chọn địa chỉ mạ kẽm nhúng nóng ở đâu giá rẻ tại TpHcm ?
Việc lựa chọn nhà gia công mạ kẽm cũng rất quan trọng, bởi nó ảnh hưởng đến chất lượng và kinh tế cho doanh nghiệp. Một công ty mạ kẽm nhúng nóng uy tín thường không nằm ở giá thành mà còn ở khả năng xử lý kỹ thuật và quy mô hạ tầng. Dưới đây là một vài yếu tố khách hàng nên tham khảo để lựa chọn được nhà máy gia công chất lượng :

-
Có quy mô hệ thống bể mạ lớn và hiện đại giúp mạ được những kết cấu lớn như dầm cầu, bồn chứa, trụ điện cao thế. Công nghệ cảm biến nhiệt độ tự động giúp kiểm soát lớp mạ không bị giòn hoặc quá dày.
-
Chất lượng lớp mạ đạt chuẩn quốc tế bao gồm độ bám dính tốt, bảo vệ anode hy sinh theo cấc tiêu chuẩn ASTM A123, AS/NZS, ISO 1461
-
Quy trình tiền xử lý hóa chất khép kín bao gồm có hệ thống xử lý nước thải đạt chuẩn
-
Năng lực đáp ứng tiến độ nhanh, có thể hoàn thiện trong vòng 12h-24h
-
Có đội ngủ xe cầu giao nhận hàng hóa tận nơi dự án
-
Đội ngủ kỹ thuật giàu kinh nghiệm, mạ kẽm không chỉ là nhúng vào rồi lấy ra. Trong một số trường hợp phải biết khoan lỗ thoát khí hoặc xử lý bề mặt sau khi mạ.
-
Nhà máy có đầy đủ bàn cân trọng lượng hàng hóa, hệ thống cẩu trục nâng hạ hàng hóa cỡ lớn

Steelvina tự hào là nhà máy mạ kẽm nhúng nóng với nhiều năm hoạt động, đảm bảo đáp ứng các nhu cầu về gia công cơ khí và nhúng nóng sắt thép và phụ kiện cho dự án công trình xây dựng và cơ khí chế tạo. Đảm bảo đúng thời gian, độ dày lớp phủ và các chứng chỉ bảo hành đi kèm. Nên khách hàng hãy yên tâm, mọi chi tiết xin vui lòng liên hệ qua số máy hotline 24/7 để được hổ trợ tư vấn và báo giá tốt nhất hôm nay.
Tổng hợp các câu hỏi liên quan đến phương pháp mạ kẽm nhúng nóng ?
Để khách hàng có cái nhìn tổng quan hơn về phương pháp, Steelvina sẽ giải đáp các câu hỏi liên quan đến mạ kẽm nhúng nóng thường gặp như sau :
1. Tại sao màu sắc lớp mạ nhúng nóng bên ngoài không bóng như mạ điện phân ?
Trả lời : Điều này là hoàn toàn do hiện tượng sandelin. Nếu hàm lượng silic (Si) trong thép nằm trong khoảng từ 0.05% cho đến 0.11% hoặc lớn hơn 0.25%. Phản ứng giữa sắt và kẽm diễn ra sẽ mạnh liệt hơn, khiến lớp mạ dày hơn và có màu xám tối. Tuy thế, khả năng chống ăn mòn vẫn được đảm bảo, thậm chi còn tốt hơn do lớp mạ rất dày.
2. Tại sao cần khoan lỗ trước khi nhúng đối với các kết cấu kín ?
Trả lời : Là một trong các điều kiện bắt buọc để thoát khí và thoát kẽm. Nếu ống kín hoàn toàn, khi nhúng vào bể kẽm nhiệt độ cao, không khí bên trong giãn nở gây nổ áp suất lớn gây nguy hiểm. Ngoài ra, lỗ khoan giúp kẽm chảy ra ngoài hoàn toàn, tránh đọng kẽm gây nặng và tốn kém.
3. Độ dày lớp mạ nhúng nóng tiêu chuẩn là bao nhiêu ?
Trả lời. Đây là một trong những câu hỏi rất được khách hàng quan tâm, bởi độ dày phụ thuộc chính vào độ dày phôi thép. Đối với tiêu chuẩn ASTM A123, thép day trên 6.5mm phải đạt độ dày tối thiểu là 75 micromet. Thép mỏng hơn sẽ có lớp mạ mỏng khoảng 45-55 micromet.
4. Mạ kẽm nhúng nóng có gây biến dạng cho kết cấu thép không ?
Trả lời : Đối với phương pháp mạ kẽm nhúng nóng có thể ảnh hưởng đối với những sản phẩm có độ dày dưới 2mm hoặc không đối xứng. Cần thiết kế những lỗ thoát khí và thoát kẽm hợp lý để giảm thiểu rủi ro này.
5. Phụ kiện có ren như bulong, đai ốc có mạ kẽm nhúng nóng được không ?
Trả lời : Mạ nhúng nóng được nhưng không sử dụng phương pháp treo như bình thường mà khi gia công mạ phải được quay ly tâm để loại bỏ kẽm thừa trên ren.
6. Lớp mạ kẽm nhúng nóng có tuổi thọ bao nhiêu năm ?
Trả lời : Độ bền của sản phẩm sau khi mạ phụ thuộc chính vào tùy môi trường sử dụng như trong nông thôn có tuổi thọ khoảng 50 năm còn môi trường đô thi thì hai mươi năm, còn môi trường công nghiệp nặng hoặc ven biển khoảng từ mưới năm đến hai mươi năm.
7. Sau khi mạ kẽm có thể sơn lên bề mặt được không ?
Trả lời : Quá tuyệt vời nến chúng ta sơn phải tăng cường thêm một lớp sơn. Giúp tăng cường thêm độ bảo vệ nhưng cần chú ý là không được sơn ngay khi nhúng xong mà để thời gian cho lớp kẽm khô hẳn rồi mới sơn.
8. Mạ kẽm nhúng nóng và mạ kẽm điện phân cái nào tốt hơn ?
Câu trả lời là phương pháp nhúng kẽm nóng là tốt hơn vì có giá thành cao hơn. Nhưng nếu trong các dự án trong nhà hoặc môi trường bình thường nên sử dụng điện phân để tiết kiệm chi phí
9. Chi phí mạ kẽm nhúng nóng được tính như thế nào ?
Trả lời : Chi phí gia công dịch vụ mạ thông thường tại VIệt Nam chúng ta được tính theo kilogam (kg). Dựa vào trọng lượng thành phẩm sau khi mạ (trọng lượng thép + trọng lượng kẽm)
10. Các lỗi thường gặp phải khi gia công mạ kẽm nhúng nóng ?
Thông thường thì các lỗi bao gồm như đọng kẽm, bề mặt nhám, xuất hiện các đốm đen trên bề mặt, hiện tượng hen gỉ trắng.

 0947 38 40 42
0947 38 40 42 steelvinagroup@gmail.com
steelvinagroup@gmail.com
 0947 38 40 42
0947 38 40 42




_thumb.png "Mạ Kẽm Nhúng Nóng")