Quá trình mạ kẽm nhúng nóng cho kết cấu thép cơ khí và xây dựng về cơ bản tuân thủ những bước chung của quy trình mạ kẽm nhúng nóng, nhưng có những điểm nhấn đặc biệt về quy mô, thiết bị và yêu cầu kỹ thuật do đặc thù những kết cấu lớn và phức tạp.
.jpg)
Khái niệm
Mạ kẽm nhúng nóng là quá trình mà sắt hoặc thép đã được làm sạch sẽ được nhúng vào một bể chứa kẽm nóng chảy (thường là nhiệt độ 450 độ C). Khi sắt thép nền tiếp xúc với kẽm nóng chảy, kẽm sẽ phản ứng hóa học với sắt trong thép để tạo thành hợp lớp hợp kim bền vững. Phía trên lớp này còn có một lớp kẽm nguyên chất bên ngoài.
Mức giá dịch vụ mạ kẽm nhúng nóng tham khảo tại TpHcm
Đơn giá dịch vụ gia công mạ kẽm nhúng nóng tại TpHcm thường dao động trong khoảng từ 6.000 đ/kg cho đến 13.500 đ/kg.
-
Giá trung bình cho kết cấu thép thông thường khoảng 6.000 - 8.000 đ/kg
-
Giá nhúng thép hình I U V H, bản mã có giá 7.000 đ/kg
-
Giá nhúng thép ống, thép hộp, thép tròn trơn có giá phụ thuộc vào từng độ dày đường kính và độ phức tạp.
 Ưu điểm của mạ kẽm nhúng nóng
Ưu điểm của mạ kẽm nhúng nóng
-
Khả năng chống ăn mòn vượt trội
-
Độ bền cơ học cao
-
Bảo bệ bề mặt thép toàn diện
-
Tiết kiệm chi phí dài hạn
Điểm hạn chế của mạ kẽm nhúng nóng
-
Hạn chế về kích thước sản phẩm giới hạn bởi bể mạ kẽm
-
Có thể ảnh hưởng đến những tính chất vật liệu
-
Bề mặt bên ngoài có thể không được mịn như mạ điện
-
Chi phí đầu tư ban đầu cao
-
Yêu cầu thiết kế kết cấu đảm bảo cần có lỗ thông hơi và thoát kẽm.
.jpg)
Cơ chế bảo vệ của lớp mạ kẽm nhúng nóng
-
Hàng rào vật lý : lớp kẽm dày và bền tạo ra một lớp chắn ngăn cách hoàn toàn bề mặt thép với môi trường bên ngoài nước, không khí, độ ẩm, hóa chất từ đó chống lại hen gỉ sét
-
Bảo vệ hy sinh : Kẽm là loại hoạt động hóa học hơn sắt. Khi lớp mạ kẽm bị trầy xước hoặc hư hại làm lộ ra thép bên dưới, kẽm có đống vai trò anode hy sinh và bị ăn mòn trước để bảo vệ thép. Điều này có nghĩa là khi lớp mạ bị khuyết tật cục bộ, thép vẫn được bảo vệ cho đến khi toàn bộ kẽm ở khu vực đó bị tiêu hao hết
.jpg)
Lịch sử hình thành của phương pháp mạ kẽm nhúng nóng
-
Năm 1742 một nhà hóa học người Pháp Malouin lần đầu tiền mô tả phương pháp phủ sắt bằng cách nhúng vào kẽm nóng chảy trong một bài thuyết trình tại Viện Hàn lâm khoa học Pháp
-
Năm 1836 : Kỹ sư hóa học người Pháp Sorel đã được cấp bằng sáng chế cho quy trình mạ kẽm nhúng nóng với việc sử dụng phương pháp tiền xử lý bằng axit và dung dịch trợ dung. Ông cũng là người đặt ra thuật ngữa galvanizing (mạ kẽm) lấy cảm hứng từ công trình của Lugi Galvani về điện
-
Từ những năm 1840 những nhà máy mạ kẽm nhúng nóng bắt đầu xuất hiện và phát triển mạnh mẽ ở những nước Châu Âu, dần trở thành một nghành công nghiệp quan trọng.
Dưới đây là chi tiết quy trình các bước mạ kẽm nhúng nóng
Bước 1 : Chuẩn bị bề mặt
Đây là giai đoạn cực kỳ quan trọng, quyết định độ bám dính và chất lượng của lớp mạ. Đối với kết cấu thép lớn, việc làm sạch đòi hỏi bể chứa có kích thước phù hợp và hệ thống cẩu trục mạnh mẽ. Tẩy dầu mỡ với mục đích là loại bỏ những chất bẩn hưu cơ như dầu, mỡ, bụi bẩn, sơn, mực đánh dấu, hoặc những tạp chất khác bám trên bề mặt thép. Thực hiện bằng cách đưa kết cấu thép được nhúng vào dung dịch tẩy rửa kiềm nóng hoặc dung dịch tẩy dầu mỡ sinh học. Những kết cấu kiện lớn, có thể dùng phương pháp phun xịt áp lực cao.
Tẩy gỉ với mục đích là loại bỏ hoàn toàn hen gỉ, vảy cán và các oxit thép bám trên bề mặt. Hen gỉ sét và vảy cán là sản phẩm của quá trình sản xuất thép và tiếp xúc với môi trường, chúng cần được loại bỏ kẽm có thể phản ứng trực tiếp với thép. Thực hiện bằng cách kết cấu thép được nhúng vào bể chứa dung dịch axit thường là axit clohydric hoặc axit sunfuric. Thời gian nhúng phụ thuộc vào mức độ hen gỉ và loại axit.
Rửa sạch để loại bỏ triệt để những cặn axit và tạp chất còn sót lại sau quá trình tẩy gỉ, tránh làm nhiễm bẩn bể trợ dung và bể kẽm. Thực hiện bằng cách nhúng hoặc phun rửa bằng nước sạch, thường là nước chảy liên tục.
Bước 2 : Nhúng trợ dung
Mục đích của việc nhúng trọg dung là tạo ra một lớp màng bảo vệ mỏng trên bề mặt thép đã sạch, ngăn chặn sự oxy hóa trở lại trước khi nhúng vào bể kẽm nóng chảy. Làm sạch hoàn toàn những oxit rất nhỏ còn sót lại trên bể mặt kim loại. Giúp kẽm nóng chảy thấm ướt và phản ứng đồng đều với bề mặt khi nhúng vào bể mạ. Thực hiện bằng cách đưa kết cấu thép nhúng vào dung dịch kẽm amoni clorua thường ở nhiệt độ 60-85 độ C.
Bước 3 : Sấy khô
Mục đích của việc sấy khô là loại bỏ hoàn toàn hơi ẩm còn bám trên bề mặt kết cấu thép sau khi nhúng trợ dung. Thực hiện bằng cách đưa kết cấu thép vào lò sấy có kiểm soát nhiệt độ. Việc sấy khô kỹ lưỡng là cực kỳ quan trọng để ngăn ngừa hiện tượng bắn kẽm nguy hiểm và nổ hơi nước khi nhúng vào bể kẽm nóng chảy, đặc biệt đối với các cấu kiện có khoang rỗng.
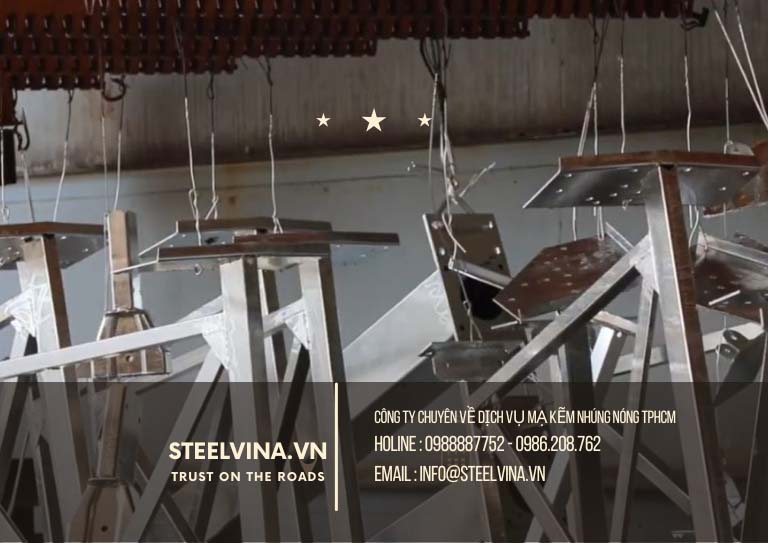
Bước 4 : Mạ kẽm nhúng nóng
Đây là bước cốt lõi tạo ra lớp phủ bảo vệ. Đối với kết cấu thép cơ khí và xây dựng. Bể kẽm cần có kích thước rất lớn để chứa được những cấu kiện cồng kềnh. Mục đích của việc này là tạo lớp mạ kẽm bảo vệ bề mặt thép khỏi sự ăn mòn.
Cách thực hiện như sau, kết cấu thép được từ từ nhúng hoàn toàn vào bể kẽm nóng chảy nhiệt độ thường từ 440 độ C. Khi thép tiếp xúc với kẽm nóng chảy, một phản ứng luyện kim sẽ xảy ra tạo hàng loại những lớp kẽm hợp kim sắt - kẽm và một lớp kẽm nguyên chất bên ngoài. Những lớp hợp kim này tạo liên kết bền vững giữa thép và lớp mạ kẽm.
Chú ý :
-
Kiểm tra thông hơi và thoát kẽm đối với những kết cấu rỗng hoặc hộp kín như ống, hộp cần phải có lỗ thông hơi và lỗ thoát nước được thiết kế và khoan sẳn. Điều này giúp không khí thoát ra ngoài khi cấu kiện nhugns vào kẽm và kẽm nóng chảy đi vào tất cả các khoang rỗng, đồng thời giúp kẽm dư thừa thoát ra ngoài khi nhấc lên. Việc không có lỗ thông hơi và thoát nước có thể gây nguy hiểm nổ do áp suất hơi nước và chất lượng mạ kẽm kém.
-
Tốc độ nhúng vào nhấc : Quá trình nhúng và nhấc phải được thực hiện từ từ, ổn định để đảm bảo lớp mạ đồng đều và loại bỏ kẽm thừa dư hiệu quả, tránh tạo ra những điểm tích tụ kẽm cục bộ.
-
Góc nhúng kẽm phù thuộc vào từng hình dạng và kích thước cấu kiện, người vận hành sẽ chọn góc nhúng tối ưu hóa thoát khí và thoát kẽm.
Bước 5 : Làm nguội và kiểm tra thành phẩm
-
Làm nguội giúp đông cứng lớp kẽm được thực hiện sau khi rút khỏi bể kẽm, những kết cấu có thể được làm nguội trong không khí hoặc nhúng vào bể nước làm nguội. Việc làm nguội bằng nước thường tạo ra lớp mạ sáng bóng hơn nhưng có thể không phù hợp cho tất cả các loại thép hoặc ứng dụng do nguy cơ biến dạng nhiệt.
-
Kiểm tra hoàn thiện đảm bảo lớp mạ đáp ứng những tiêu chuẩn kỹ thuật như ASTM A123, ISO 1461. Được thực hiện bằng cách kiểm tra trực quan đánh giá bề mặt về độ đồng đều, không có vùng mạ, bong tróc, bọt khí lớn hoặc những khuyết tật khác. Đo độ dày sử dụng bằng máy đo độ dày lớp phủ để kiểm tra độ dày của lớp kẽm. Độ dày yêu cuầ phù thuộc vào tiêu chuẩn và mục đích sử dụng. Kiểm tra độ bám dính mặc dù hiếm khi được thực hiện trên mọi sản phẩm, đôi khi có thể kiểm tra độ bám dính bằng búa gõ hoặc những phương pháp khác nếu có nghi ngờ.
Quy trình mạ kẽm nhúng nóng cho kết cấu thép đòi hỏi sự đầu tư lớn về thiết bị và kinh nghiệm vận hành để đảm bảo chất lượng lớp mạ bền vững, đáp ứng yêu cầu khắt khe của nghành cơ khí và xây dựng.
.jpg)
Các loại sắt thép & kết cấu thường được gia công mạ kẽm nhúng nóng
Mạ kẽm nhúng nóng là phương pháp bảo vệ hiệu quả, được ứng dụng rộng rãi cho nhiều loại sắt thép và kết cấu trong những nghành công nghiệp, đặc biệt là xây dựng, nơi đòi hỏi khả năng chống ăn mòn cao và tuổi thọ lâu dài. Hầu hết những loại thép thép hợp kim thấp đều có thể mạ kẽm nhúng nóng bao gồm :
-
Thép hình I U V H là loại thép phổ biến nhất được mạ kẽm nhúng nóng, dùng trong xây dựng nhà xưởng, cầu, cột điện, kết cấu nhà tiền chế, khung sườn chịu lực
-
Thép ống : Ống thép tròn, ống thép vuông, ống thép chữ nhật được sử dụng rộng rãi trong hệ thống cấp thoát nước, giàn giáo, cột đèn chiếu sáng, hàn rào, khung nhà kính, trục viễn thông.
-
Thép tấm phẳng, thép tấm gân (mác võng) dùng làm sàn, bậc thang, tấm lợp, vách ngăn, thùng chứa, vỏ thiết bị
-
Thép la, thép tròn, thép dẹt sử dụng trong chi tiết cơ khí, thanh giằng, bản mã, lan can
-
Những sản phẩm đúc và rèn bao gồm gang, sắt dễ uốn, thép đúc, thường được mạ kẽm nhúng nóng để tăng cường độ bền và khả năng chống ăn mòn.
-
Ứng dụng kết cấu trong xây dựng : Kết cấu nhà xưởng, nhà tiền chế làm khung thép, dầm, cột, xà gồ, giằng, lan can cầu, dầm cầu, hệ thống thoát nước trên cầu, cột đèn dường, trụ đèn tín hiệu, biển báo giao thông, cột biến báo,m hàng rào chắn đường, cột điện, trụ ăng-ten, thấp truyền tải, khung mái, giàn vì kèo, tấm lợp, sàn granting, cổng, hàng rào bảo vệ, lan can ban công, cầu thang, những kết cấu chịu ảnh hưởng trực tiếp của hơi muối biển hoặc hóa chất.
-
Ứng dụng trong nghành cơ khí và công nghiệp : Làm khung máy, chi tiết máy chịu tác động môi trường, vỏ bọc, khung đỡ, giá đỡ trong những nhà máy hóa chất, xi măng, giấy, ống dẫn nước, ống thông gió, ốn dẫn khí trong môi trường công nghiệp, pallet thép, khung kệ, đặc biệt là các loại cổng, cửa ngoài trời
Nhờ tính năng tạo lớp bảo vệ bền vững, chịu va đập tốt và chống ăn mòn hiệu quả, mạ kẽm nhúng nóng là lựa chọn ưu việt để kéo dài tuổi thọ và giảm chi phí bảo trì cho sản phẩm và kết cấu thép trong nhiều ứng dụng khác nhau.
.jpg)
7 yếu tố ảnh hưởng đến gia công mạ kẽm nhúng nóng
-
Trọng lượng và khối lượng sản phẩm, khối lượng càng nhiều đơn giá sẽ càng giảm
-
Kích thước và hình dạng kết cấu đối với các kết cấu quá lớn hoặc quá nhỏ có đơn giá cao. Những hàng lớn đòi hỏi bể mạ lớn và quy trình xử lý phức tạp hơn. Đối với những cấu kiện nhỏ, nhẹ lại tốn công treo, xử lý từng chi tiết. Về hình dạng và độ phức tạp nhiều góc cạnh, rỗng bên trong, đảm bảo có lỗ thoát khí, thoát kẽm.
-
Đặc điểm hóa chọ của thép : Hàm lượng silic và phot pho trong thép ảnh hưởng đến tốc độ phản ứng kẽm và độ dày của lớp mạ. Kết cấu có hàm lượng Si và P cao có thể tạo ra lớp mạ dày hơn những có thể không đều màu hoặc dễ bị loang lổ, đòi hỏi kiểm soát chặt chẽ hơn trong trong quá trình mạ.
-
Tình trạng bề mặt kết cấu ban đầu : Sản phẩm cần mạ nếu bị hen gỉ quá nặng, dính nhiều dầu mỡ hoặc những tạp chất khác sẽ cần nhiều thời gian và hóa chất hơn cho công đoạn xử lý (tẩy dầu mỡ, tẩy gỉ) làm tăng chi phí. Nếu là hàng đen chưa qua sử dụng có chất lượng bề mặt tối ưu hơn.
-
Yêu cầu về chất lượng và độ dày lớp mạ : Nếu khách hàng yêu cầu đặc biệt về độ dày lớp mạ cao hơn tiêu chuẩn thông thường dẫn đến chi phí có thể tăng lên
-
Số lượng đơn hàng
-
Tiến độ thi công
.jpg)

 0947 38 40 42
0947 38 40 42 steelvinagroup@gmail.com
steelvinagroup@gmail.com
 0947 38 40 42
0947 38 40 42




_thumb.png "Mạ Kẽm Nhúng Nóng")