Thông tin chung về mạ kẽm nhúng nóng
-
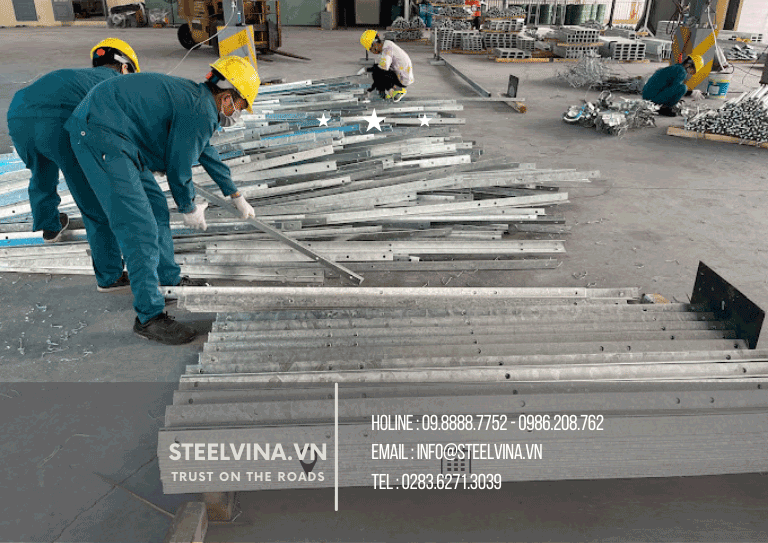
Dịch Vụ : Mạ Kẽm Nhúng Nóng
-
Công suất : 70.000 tấn/năm
-
Thiết bị : 100% nhập khẩu từ Châu Âu
-
Kích thước bể mạ
Chiều dài : 12m
Chiều rộng : 1.8m
Chiều sâu : 2.6m
-
Có xưởng gia công cơ khí
-
Hệ thống kiểm soát chất lượng ISO 9001:2008
-
Tiêu chuẩn ASTM A123/A 123M
-
Tiêu chuẩn AS-NZS 4680
-
Cam kết đầy đủ giấy tờ chất lượng, xuất xưởng
-
Hổ trợ vận chuyển khi có yêu cầu
-
Độ dày trung bình của lớp mạ : 75 Micromet (µm)
.png)
Yêu cầu chung của phương pháp mạ kẽm nhúng nóng
Lớp phủ kẽm nóng được thiết kế để bảo vệ những sản phẩm gang và thép chống lại sự ăn mòn. Thời gian chống ăn mòn bảo vệ bằng lớp phủ như vậy ( Dù màu sáng hay xám tối ) tỷ lệ với chiều dày. Đối với những điều kiện khắc nghiệt hoặc tuổi thọ làm việc dài khác thường, thì có thể yêu cầu lớp phủ dầy hơn những yêu cầu đã đưa ra. Những đặc điểm của lớp phủ dầy hơn này phải thõa thuận giữa những bên và khách hàng liên quan đến những điều kiện bổ sung như phun bi, thành phần hóa học của thép.

Thời gian thi công mạ kẽm nhúng nóng mất bao lâu ?
Sau khi cho bề mặt sắt thép nhúng ướt & phản ứng mạ kẽm xảy ra. Phản ứng mạ kẽm hoàn thành khi nhiệt độ lên đến khoảng 445 độ C đến 465 độ C, lúc này bề mặt kẽm đã nóng chảy, để nguội 1-2 phút, người ta loại bỏ kẽm thừa và gạt xỉ bằng cách nhúng vào dung dịch cromat trong vòng 30 giây nhằm bảo vệ bề mặt kim loại.

Tiêu chuẩn lớp phủ mạ kẽm nhúng nóng TCVN 5408:2077
|
Sản phẩm |
Chiều dày lớp phủ nhỏ nhất (µm) |
Chiều dày lớp phủ trung bình (µm) |
|
THép > 6mm |
70 |
85 |
|
3mm< thép < 6mm |
55 |
70 |
|
1.5mm < thép < 3mm |
45 |
55 |
|
Thép < 1.5 |
35 |
45 |
|
Thép đúc > 6mm |
70 |
80 |
|
Thép đúc < 6mm |
60 |
70 |
Bảng chiều dày lớp phủ những sản phẩm sử dụng phương pháp quay ly tâm như sản phẩm có ren, bulong, ốc vít,..
|
Sản phẩm |
Chiều dày nhỏ nhất (µm) |
Chiều dày trung bình (µm) |
|
Sản phẩm có ren : |
|
|
|
Đường kính > 20 mm |
45 |
55 |
|
Đường kính > 6mm |
35 |
45 |
|
Đường kính < 6mm |
20 |
25 |
|
Sản phẩm khác bao gồm cả thép đúc |
|
|
|
Thép đúc > 3mm |
45 |
55 |
|
Thép đúc < 3mm |
35 |
45 |

Quy định về độ bám dính mạ kẽm nhúng nóng
Hiện nay không có tiêu chuẩn thích hợp cho kiểm tra độ bám dính của lớp phủ kẽm những sản phẩm sắt thép. Độ bám dính giữa kẽm và kim loại thường không cần kiểm tra vì độ liên kết đủ là đặc trưn của quá trình phủ kẽm và sản phẩm phủ phải có thể bền vững - Không bị bong, tróc ra. Kiểm soát được tính phù hợp với môi trường và chiều dầy lớp phủ, khả năng sử dụng bình thường của sản phẩm. Thông thường, lớp phủ đầy hơn sẽ yêu cầu xử lý cẩn thận hơn so với lớp phủ mỏng. Gia công sau khi phủ kẽm nhúng nóng thường không được sử dụng đến.
Cần kiểm tra độ bám dính, ví dụ trường hợp chi tiết phải chịu ứng suất cơ học cao, kiểm tra bất kỳ chỉ thực hiện trên những bề mặt quan trọng, tức là những diện tích quan trọng có độ bám dính tốt cho ứng dụng đã dự định. Kiểm tra mặt cắt sẽ cho vài hướng dẫn về những thuộc tính cơ học của lớp phủ nhưng trong vài trường hợp có thể đòi hỏi nhiều hơn ứng dụng yêu cầu. Kiểm tra va đập và kiểm tra cắt có thể khai thác đối với lớp phủ kẽm và sẽ được cân nhắc hơn nữa cho kết quả cuối cùng hợp lý như một tài liệu riêng.
Những yếu tố ảnh hưởng đến kết quả lớp phủ kẽm nhúng nóng
Bề mặt của sắt thép nền được làm sạch trước khi nhúng vào bể kẽm nóng. Tẩy trong dung dịch axit là phương pháp làm sạch bề mặt được khuyến cáo. Tránh không tẩy quá. Những chất bẩn bề mặt không thể loại bỏ bằng tẩy gỉ, quan trọng lớp màng carbon ( như dầu cán thừa), daaufm mỡ, sơn, xỉ hàn và những tạp chất tương tự nên được loại bỏ trước khi tẩy gỉ. Trách nhiệm loại bỏ những tạp chất như vậy nên được thõa thuận giữa khách hàng và nhà sản xuất.
1. Ảnh hưởng của độ nhám bề mặt
Độ nhám bề mặt của thép có ảnh hương đến chiều dày và cấu trúc của lớp phủ. Sự ảnh hưởng bề mặt không phẳng của sắt thép nền có thể nhìn thấy rõ sau khi phủ xong. Bề mặt thép nhám có được do phun bi, màu thô,.. Trước khi tẩy gỉ cho một lớp phủ dày hơn bề mặt sau khi tẩy gỉ riêng. Cắt bằng khí làm thay đổi thành phần & cấu trúc của vùng thép bị cắt, làm cho chiều dày lớp phủ đã quy định, khó đạt được hơn. Để đạt được chiều dày lớp phủ đáng tin cậy, thì bề mặt cắt bằng khí phải được nhà chế tạo xử lý trước.
2. Ảnh hưởng của thành phần hóa học sắt thép
Hầu hết những loại thép đều có thể phủ kẽm nhúng nóng. Tuy nhiên, một vài những thành phần hóa học trong thép chịu ảnh hưởng của phủ kẽm nóng. Ví dụ Silic (S) và phốt pho (P). Thành phần bề mặt thép có ảnh hướng đến chiều dày và bề ngoài của lớp phủ kẽm. Ở một mức thành phần nào đó, silic và phốt pho có thể không đều, những lớp phủ xám tối hoặc sáng, có thể phù hợp với phủ kẽm nhúng nóng nhưng việc nghiện cứu ảnh hưởng của những thành phần đặc biệt trong thép vẫn còn đang tiến hành.

Tiêu chuẩn tính toán chiều dày lớp phủ trên mỗi đơn vị diện tích
Phương pháp TCVN 7665 cho khối lượng phủ trên đơn vị diện tích được tính bằng g/m². Có thể biến đổi thành chiều dày cục bộ (Micromet) bằng cách chia cho mật độ lớp phủ danh nghĩa ( 7.2 g/m³). Được quy định trong 2 bảng dưới đây :
|
Sản phẩm |
Lớp phủ nhỏ nhất |
Lớp phủ trung bình |
|
g/m² |
µm |
g/m² |
µm |
|
THép > 6mm |
505 |
70 |
610 |
85 |
|
3mm < thép < 6mm |
395 |
55 |
505 |
70 |
|
1.5mm < Thép < 3mm |
325 |
45 |
395 |
55 |
|
THép < 1.5mm |
250 |
35 |
325 |
45 |
|
Thép đúc > 6mm |
505 |
70 |
575 |
80 |
|
Thép đúc < 6mm |
430 |
60 |
505 |
70 |
|
Sản phẩmlớp phủ cục bộ nhỏ nhất |
Lớp phủ trung bình |
|
Sản phẩm |
g/m² |
µm |
g/m² |
µm |
|
Sản phẩm có ren |
|
|
|
|
|
D > 20mm |
325 |
45 |
395 |
55 |
|
D < 20 mm |
145 |
20 |
180 |
25 |
|
D < 6mm |
250 |
35 |
325 |
45 |
|
Hàng đúc > 3mm |
325 |
45 |
395 |
55 |
|
Hàng đúc < 3mm |
250 |
35 |
325 |
45 |

Thép mạ kẽm nhúng nóng có tên tiếng anh là gì ?
Mạ kẽm tiếng anh là Galvanized, mạ kẽm thép là Galvanized steel, tên tiếng anh đầy đủ là Hot Dip Galvanized ( nghĩa là mạ kẽm nhúng nóng ). Đây là quá trình xử lý bề mặt sản phẩm, vật liệu bằng một lớp xi mạ kẽm. Đây là một phương pháp đơn giản, dễ thực hiện, chi phí thấp.

Quy trình mạ kẽm nhúng nóng được diễn ra các bước như thế nào ?
Bước 1 : Chuẩn bị bề mặt
Chuẩn bị bề mặt kỹ lưỡng là điều rất quan trọng. VÌ Kẽm sẽ không phản ứng với thép không sạch. Mục đích của việc chuẩn bị bề mặt trong quá trình mạ là để có được bề mặt thép sạch nhất. Có thể bằng cách loại bỏ tất cả những oxit và các chất bẩn khác. Để di chuyển những bộ phận bằng thép qua những bước làm sạch và bể mạ. Những sản phẩm được treo bằng dây xích, dây hoặc giá nhúng được thiết kế đặc biệt.
Bước 2 : Làm sạch bề mặt kim loại trước khi xi mạ
Trước tiên thép được ngâm trong bể tẩy dầu mỡ như dung dịch xút kiềm. Để loại bỏ những chất bẩn hữu cơ như bụi bẩn, dầu và mỡ bám trên bề mặt thép. Sau khi tẩy dầu mỡ, thép được rửa sạch bằng nước.
Bước 3 : ngâm trong dung dịch
Kế tiếp, thép được ngâm trong dung dịch loãng của axit clohydric hoặc axit sunfuric. Để loại bỏ những oxit và cáu cặn. Khi tất cả quá trình oxy đã được loại bỏ khỏi thép. Nó lại được rửa lại bằng nước & chuyển đến bước cuối cùng của việc chuẩn bị bề mặt.
Bước 4 : Nhúng trợ dung
Sau cùng, thép được nhúng vào chất trợ dung. mục đích của chất trợ dung là làm sạch thép khỏi tất cả quá trình oxy hóa. Được phát triển kể từ tẩy thép. Và tạo ra một lớp phủ bảo vệ để ngăn chặn bất kỳ quá trình oxy hóa nào. Trước khi đi vào ấm mạ kẽm, một loại chất trợ dung được chứa trong một bể kẽm rieengt biệt có tính axit nhẹ và chứa sự kết hợp của clorua kẽm va amoni clorua. Một loại chất trợ dung khác, chất chảy trên cùng, nổi lên trên lớp kẽm lỏng tron ấm mạ kẽm. Sau khi được tẩy dầu mỡ, tẩy và làm nóng chảy, bề mặt của thép là kim loại gần như trắng sạch và không có oxit/ Hoặc những chất gây ô nhiễm khác có thể ức chế phản ứng của sắt và kẽm nóng chảy trong ấm mạ kẽm.
Bước 5 : Mạ kẽm nhúng nóng
Kim loại trong kẽm nóng chảy ở nhiệt độ chuẩn để lớp kẽm bao phủ kim loại. Tránh nhúng quá lâu và cần tuân thủ những nguyên tắc an toàn nghiêm nghặt trong quá trình thực hiện.
Bước 6 : Làm nguội
Làm nguội kim loại sắt thép bằng bể nước tràn. Để giúp thành phẩm trở nên đẹp và có độ bóng nhất
Bước 7 : Kiểm tra thành phẩm
Những sản phẩm mạ kẽm được làm nguội xuống nhiệt độ phòng. Bất kỳ kẽm nào còn sót lại trên bề mặt của sản phẩm sẽ dược loại bỏ bằng các phương pháp thích hợp, chẳng hạn như dữa, màu.
Nhiệt độ nóng chảy của kẽm là bao nhiêu ?
So với những kim loại khác, kẽm có độ nóng chảy khoảng 419.5 ºC, 787.1ºF và điểm sôi là 907 °C tương đối thấp.

Mạ kẽm có màu gì ?
Cromat hóa : Tăng độ bền ăn mòn của lớp mạ kẽm nhờ cromat hóa, mạ kẽm có đa dạng những màu sắc như trắng, xanh, vàng đen,... Sấy khô : Sau khi được phủ màu, sản phẩm sẽ được đưa vào tủ sấy khô nhằm giúp màu sắc của lớp xi mạ đồng đều hơn, bề mặt vật liệu cũng bằng phẳng và sáng bóng hơn.

Tại sao phải mạ kẽm sắt thép ?
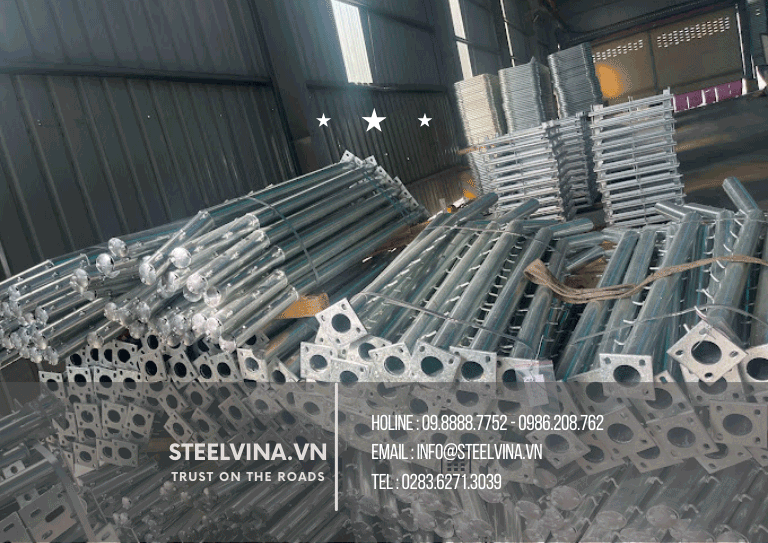
Mục đích của việc mạ kẽm là nhằm tạo ra một lớp bảo vệ cho bề mặt sắt thép, tránh những tác động từ môi trường làm kim loại bị hen gỉ, ăn mòn. Lớp mạ kẽm được mạ bên ngoài sẽ giúp chống lại mọi tác động từ bên ngoài như nắng, mưa, axit, hóa chất,... Để kim loại bên trong không bị oxy hóa, bào mòn.

Lớp mạ kẽm dày bao nhiêu ?
Theo tiêu chuẩn TCVN 5408:2007, độ dày lớp mạ kẽm tối thiểu cho những loại thép mạ kẽm nhúng nóng thông dụng là 60 µm, 80 µm, 120 µm.
.png)
Tiêu chuẩn mạ kẽm ISO & ASTM khác nhau như thế nào ?
Tiêu chuẩn ISO tập trung vào quản lý chất lượng và môi trường. Trong khi ASTM tập trung và tiêu chuẩn kỹ thuật và hiệu suất. Tiêu chuẩn JIS và BIS tập trung vào việc đáp ứng yêu cầu cụ thể trong những sản phẩm thép.
Mạ kẽm bảy màu là gì ?
Mạ kẽm 7 màu là quá trình bảo vệ kim loại bằng lớp mạ có màu vàng xanh và độ bóng phù hợp, thường được sử dụng để mạ trang trí và là một trong những ứng dụng phổ biến nhất. Sản phẩm được mạ kẽm 7 màu có khả năng chống mòn và chịu được những điều kiện môi trường không thuận lợi về thời tiết.

Tráng kẽm và nhúng nóng khác nhau như thế nào ?
Cùng với công nghệ mạ điện phân, sắt thép sẽ được phủ một lớp kẽm khoảng 15 - 25 micromet thấp hơn so với thép mạ kẽm nhúng nóng. Ngoài ra, chúng chỉ phủ được 10cm tính từ đầu ống nên khả năng chống hen gỉ không cao so với thép mạ kẽm nhúng nóng.
Mạ điện và mạ kẽm khác nhau như thế nào ?
Xi mạ điện phân phun trực tiếp lên bề mặt, thời gian mạ ngắn ( 5 - 10 phút), phù hợp cho sản phẩm yêu cầu chăm sóc bề mặt. Mạ kẽm nhúng nóng vật liệu trong bể mạ với thời gian mạ lâu hơn (30-35 phút), tạo lớp mạ đồng đều và toàn diện.
Mạ kẽm lạnh là gì ?
Mạ kẽm lạnh chỉ đơn giản là việc phủ một lớp sơn giàu kẽm lên bề mặt của một phần thép để bảo vệ nó khỏi bị ăn mòn. Sơn kẽm có thể được thi công bằng chổi, con lăn, súng phun,... Cũng có thể sơn phủ bằng phương pháp mạ điện.

Sơn mạ kẽm bao lâu thì khô ?
Thời gian từ khi sơn đến khi khô là 2 giờ, thời gian khô hoàn toàn trong vòng 24 - 72 giờ, sơn lớp 2 caahcs lớp 1 sau 24h, bề mặt 1 lớp sơn đạt 60 micromet, sơn lớp 2 đạt 120 micromet. Yêu cầu sơn 2 lớp để có tuổi thọ từ 5 - 10 năm. Độ phủ của sơn khoảng 8 - 10 m²/lít.
Sơn mạ kẽm 2 thành phần là gì ?
Sơn kẽm 2 thành phần, đúng như tên gọi, là dòng sơn chuyên dụng cho sắt thép mạ kẽm, gồm 2 thành phần chính là sơn & đóng rắn Polyamide. Sơn : Cấu tạo từ gốc nhựa acrylic hoặc nhựa epoxy kết hợp với bột màu, chất tạo màng, phụ gia,...
.png)
Độ mạ kẽm Z80 là gì ?
Vậy Z80 hay còn gọi là Z8 có ý nghĩa là gì ? Nó thể hiện trọng lượng kẽm trung bình 80 g/m² ( dung sai : ± 20 g/m² ) cho 2 bề mặt trong và ngoài của thép. Điều đó có nghĩa là hàm lượng kẽm được phủ trên bề mặt thép nên càng cao thì chất lượng bề mặt thành phẩm thép càng lâu bền.


 0988887752
0988887752 phanvanduc1508@gmail.com
phanvanduc1508@gmail.com
 0988887752
0988887752
_thumb.png "Mạ Kẽm Nhúng Nóng")




.png)









.png)