
Quy trình mạ kẽm nhúng nóng theo tiêu chuẩn nào ? Bao gồm các bước chi tiết ra sao ? Tiêu chuẩn sản xuất của nước nào ? Phân loại mạ kẽm và độ dày lớp mạ như thế nào ? trong bài viết này chúng tôi sẽ tìm hiểu chi tiết về phương pháp mạ kẽm nhúng nóng tại lò mạ Steelvina.

Quy trình mạ kẽm nhúng nóng theo tiêu chuẩn ASTM A123
Mạ kẽm nhúng nóng cũng không phải là phương pháp phức tạp nhưng đòi hỏi người thực hiện phải cẩn thận, tỉ mỉ trong từng công đoạn để cho ra sản phẩm đạt tiêu chuẩn chất lượng tốt và thẩm mỹ.
Bước 1 : Chuẩn bị bề mặt
Chuẩn bị bề mặt sạch sẽ là điều rất quan trọng bởi vì kẽm sẽ không phản ứng với thép không sạch. Mục đích của việc chuẩn bị bề mặt trong quá trình mạ là để có được bề mặt thép sạch nhất. Có thể bằng cách loại tất cả các loại oxit & các chất bẩn khác. Để di chuyển những bộ phận bằng thép qua những bước làm sạch và bể mạ. Sản phẩm được treo bằng dây xích, dây hoặc giá nhúng được thiết kế đặc biệt.
Bước 2 : Làm sạch bề mặt kim loại trước khi nhúng
Sản phẩm thép được ngâm trong bể tẩy dầu mỡ như dung dịch xứt kiềm. Muốn loại bỏ những chất bẩn hữu cơ như bụi bẩn, dầu và mỡ bám trên bề mặt thép. Sau khi tẩy dầu mỡ, thép được rửa sạch bằng nước.
Bước 3 : Ngâm trong dung dịch axit
Ngâm trong dung dịch axit clohydric hoặc axit sunfuric giúp loại bỏ những oxit và cáu cặn. Khi tất cả quá trình oxy hóa đã được loại bỏ khỏi thép. Nó lại được rửa lại bằng nước và chuyển đến bước cuối là chuẩn bị bề mặt.
Bước 4 : Nhúng trợ dung
Thép được cho vào nhúng trợ trợ dung giúp sản phẩm thép khỏi tất cả quá trình oxy hóa khi tẩy bằng dung dịch axit và tạo nên một lớp phủ bảo vệ để ngăn chặn bất kỳ một loại ăn mòn nào trước khi cho vào nhúng. Chất trợ dung được chứa trong một bể riêng biệt có tính axit nhẹ và chứa sự kết hợp của clorua kẽm và amoni clorua. Sau khi tẩy dầu mỡ, thép gần như trắng và sạch và hoàn toàn không có oxit hoặc có chất gây ô nhiễm khác có thể ức chế phản ứng của sắt và kẽm nóng chảy trong bể mạ kẽm.
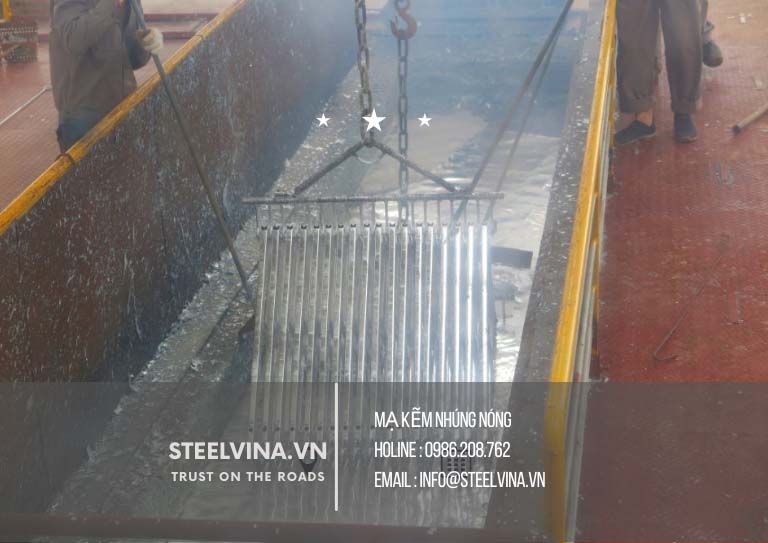
Bước 5 : Mạ kẽm nhúng nóng
Cho hoàn toàn kết cấu thép nhúng trong bể kẽm nóng chảy ở nhiệt độ chuẩn để lớp kẽm bao phủ bề mặt trong và ngoài. Tránh nhúng quá lâu và cần tuân thủ những nguyên tắc an toàn nghiêm nghặt trong quá trình thực hiện.
Bước 6 : Làm nguội
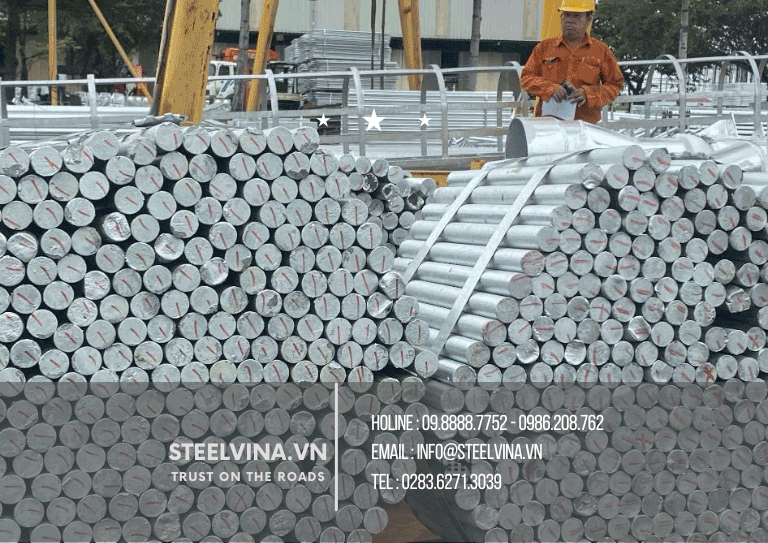
Sản phẩm thép được làm nguội bằng bể nước tràn giúp sản phẩm trở nên đẹp và có độ bóng thẩm mỹ nhất.
Bước 7 : Thành phẩm và xuất kho
Sản phẩm nhúng nóng được làm nguội xuống nhiệt độ phòng. Bất kỳ lượng kẽm nào còn sót lại trên bề mặt sẽ được loại bỏ bằng cách như mài dũa, kẽm dư thừa còn lại trên bề mặt sản phẩm.
Khái niệm về phương pháp mạ kẽm nhúng nóng
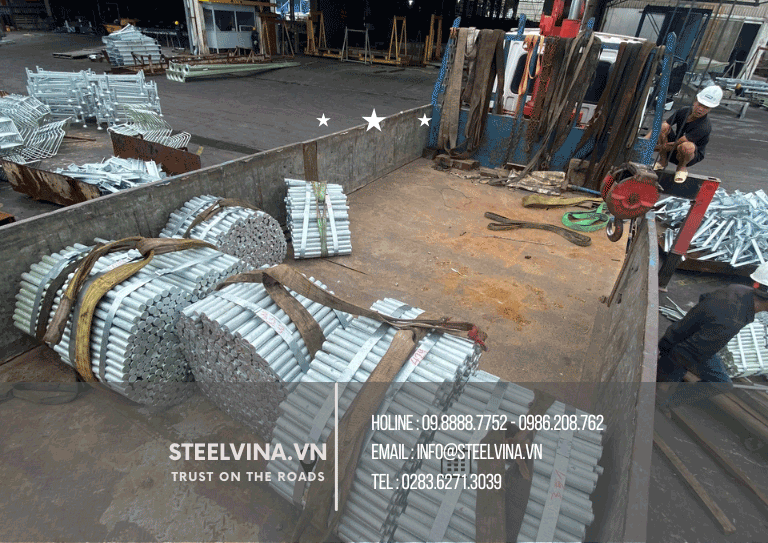
Mạ kẽm nhúng nóng là hình thức thực hiện mạ một lớp kẽm lên bề mặt kim loại để tạo nên lớp bảo vệ bề mặt, giúp chống ăn mòn, oxy hóa,... Nâng cao chất lượng thẩm mỹ cho sản phẩm.
Muốn mạ kẽm sắt thép bằng phương pháp nhúng nóng, ta nhúng thép cần mạ vào chậu dung dịch kẽm nóng chảy. Làm nóng lớp ngoài của thép thành hợp kim với kẽm. Không những phủ lên bề mặt kẽm mà còn giúp lớp kẽm khó bị bong tróc, tăng cường tuổi thọ và khả nặng làm việc của dự án cộng trình.
Mạ kẽm nhúng nóng ra đời vào năm nào ?
Phương pháp mạ kẽm nhúng nóng ra đời vào những năm của thế kỹ 18, tại nước Pháp ông Melouin đã trình bày đề tài bảo vệ bề mặt bằng cách nhúng sản phẩm vào bể kẽm nóng chảy. Cho đến năm 1836, Ông Sorel đã sáng chế thành công phương pháp mạ kẽm nhúng nóng.
Chỉ sau 15 năm, tức năm 1850 quy trình mạ kẽm nhúng nóng đã được ứng dụng phổ biến trên khắp các nước Châu Âu, Bắc Mỹ với số lượng mỗi nước sử dụng hơn 10.000 tấn kẽm mỗi năm.

Những thành tựu mà mạ kẽm nhúng nóng mang lại trong nghành cơ khí chế tạo.
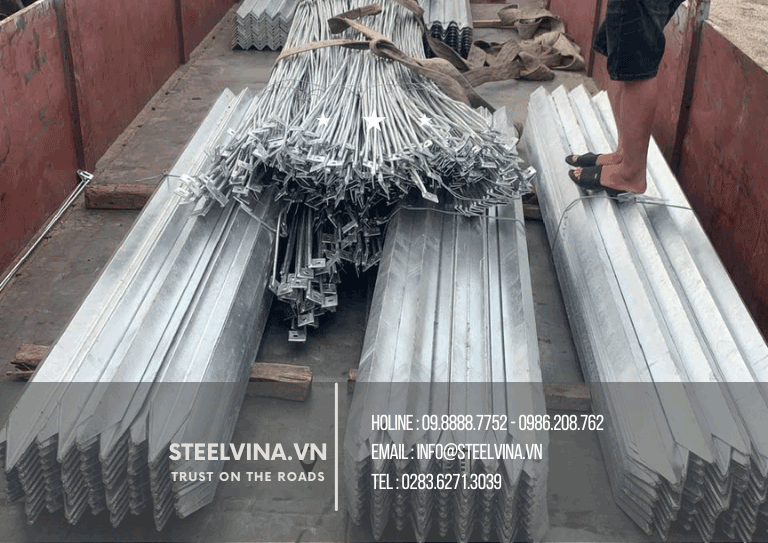
Nhờ có phương pháp mạ kẽm nhúng nóng mà các loại kết cấu thép được bền bỉ hơn, khó hư hỏng trong quá trình thi công lắp đặt cũng như trong quá trình chịu lực làm việc liên tục theo năm tháng. Giúp nâng cao tính thẩm mỹ cho sản phẩm, tiết kiệm chi phí duy tu bảo dưỡng.
Những lưu ý của phương pháp nhúng nóng
Việc thực hiện phương pháp mạ kẽm nhúng nóng một cách đảm bảo và đúng quy trình, kỹ thuật về mặt thời gian, độ dày,... Cần lưu ý một số sản phẩm bạn tạo ra một cách hoàn hảo hơn :
-
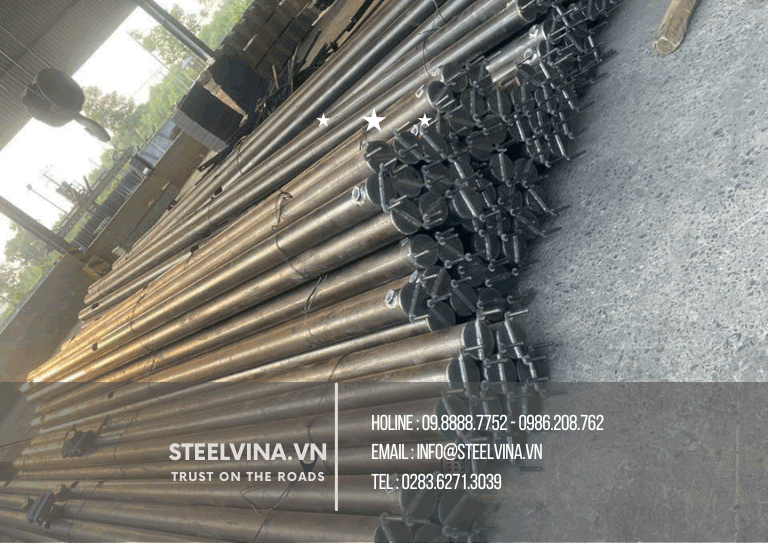
Tiếp xúc với toàn bộ bề mặt thép đối với sản phẩm thép, kết cấu thép có hình dạng đặc biệt, hình ống, hình thoi, hình đa giác để kẽm có thể bám đều đúng độ dày lên sản phẩm.
-
Một số sản phẩm nhỏ như ty ren, xà gồ, thang máng cáp có bước ren nhỏ thì không nên áp dụng phương pháp mạ kẽm nhúng nóng, bởi vì sản phẩm có độ dày mỏng dễ bị cong vênh, khuyết tật cho sản phẩm.
-
Chi phí sử dụng phương pháp này cao hơn gia công mạ kẽm điện phân hoặc mạ kẽm lạnh.

Ứng dụng thực tế của phương pháp mạ kẽm nhúng nóng
Mạ kẽm nói chung & phương pahps mạ kẽm nhúng nóng nói riêng được ứng dụng rộng rãi trong những nghành sản xuất hiện nay. Các lĩnh vực ứng dụng phương pháp mạ kẽm nhúng nóng có thể kể đến như công nghiệp hóa chất, bột giấy và giấy, chế tạo ô tô, thông tin liên lạc, chiếu sáng và vận tải, công trình giao thông đường bộ, đường thủy lợi, cầu cảng,....

Địa chỉ mạ kẽm nhúng nóng chất lượng uy tín hiện nay
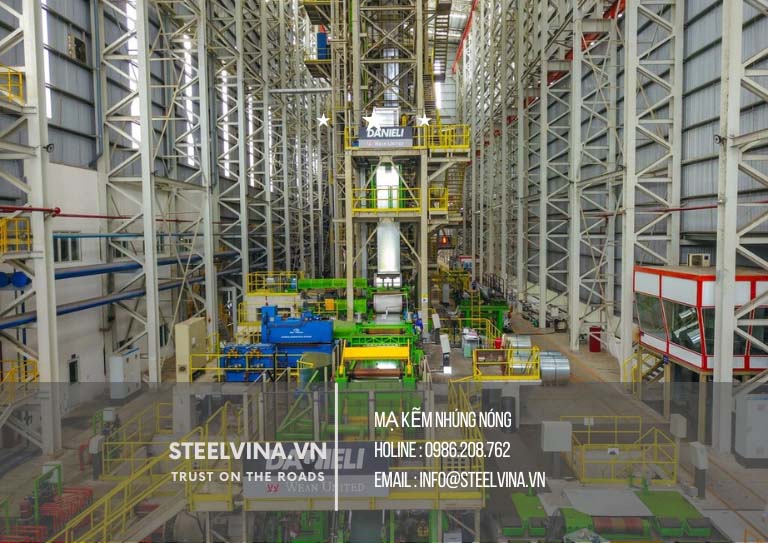
Steelvina là đơn vị nhà máy gia công nhúng nóng uy tín tại miền nam Việt Nam. Sử dụng công nghệ hiện đại tự động hóa đến từ Italy ( Ý) 100% và có bể nhúng nóng lớn nhất trên toàn quốc. Cam kết chất lượng trên từng sản phẩm, lô hàng, bao gồm chứng chỉ xuất xưởng và bảo hành lớp mạ.






Quy trình mạ kẽm nhúng nóng mới nhất 2025
B1 : Chuẩn bị bề mặt mạ kẽm nhúng nóng
Mục đích của việc chuẩn bị bề mặt trong quy trình mạ kẽm nhúng nóng là để có được bề mặt thép sạch nhất có thể bằng cách loại bỏ tất cả các oxit và các chất cặn gây ô nhiêm khác. Chuẩn bị bề mặt kỹ lưỡng là điều tối quan trọng vì kẽm sẽ không phản ứng với thép không ạch. Để di chuyển các bộ phận bằng thép qua các bước làm sạch và mạ kẽm, các vật phẩm được treo bằng dây xích, dây hoặc giá nhúng được thiết kế đặc biệt
Làm sạch thép để chuẩn bị cho quá trình mạ kẽm nhúng nóng bao gồm 3 bước :
Bước 2 : Tẩy dầu mỡ
Trước tiên, thép được ngâm trong bể tẩy dầu mỡ, chẳng hạn như dung dịch xút kiềm để loại bỏ các chất ô nhiễm hữu cơ như bụi bẩn, dầu và mỡ trên bề mặt thép. Sau khi tẩy dầu mỡ, thép được rửa sạch bằng nước.
Bước 3 : Tẩy gỉ bề mặt sắt thép
Tiếp theo, thép được ngâm trong dung dịch loãng của axit clohydric hoặc axit sunfuric, dung dịch này loại bỏ các oxit và cặn máy nghiền. Khi tất cả quá trình oxyx hóa đã được loại bỏ khỏi thép, nó lại được rửa sạch bằng nước và chuyển sang bước cuối cùng của quá trình bề mặt.
Bước 4 : Nhúng trợ dung
Cuối cùng, thép được nhúng trong từ thông. Mục đích của chất trợ dung là làm sạch thép khỏi tất cả quá trình oxy hóa đã phát triển kể từ khi tẩy thép và tạo ra một lớp phủ bảo vệ để ngăn chặn bất kỳ quá trình oxy hóa ào trước khi đi vào bể mạ. Một loại chất trợ dung được chứa trong một bể riêng biệt, có tính axit nhẹ và chứa hỗn hợp kẽm clorua và amoni clorua. Một loại chất trợ dung khác, chất trợ dung trên cùng, nối trên lớp kẽm lỏng trong ẩm mạ kẽm, nhưng phục vụ cùng một mục đích.
Sau khi tẩy dầu mỡ, tẩy và trợ dung, bề mặt của thép là kim loại gần như trắng, sạch sẽ và hoàn toàn không có bất kỳ oxit hoặc chất gây ô nhiễm nào khác có thể ức chế phản ứng của sắt và kẽm nóng chảy tỏng ẩm mạ kẽm
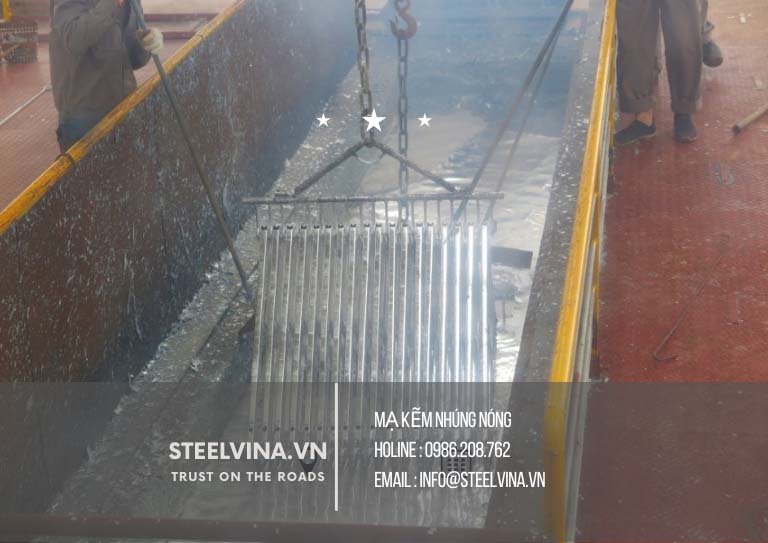
Bước 5 : Mạ kẽm nhúng nóng
Khi thép đã được làm sạch hoàn toàn, nó dã sẵn sàng để ngâm trong bể kẽm. Bể nhúng mạ kẽm chứa kẽm khi được chỉ định theo tiêu chuẩn ASTM B6, một tài liệu chỉ định bất kỳ một trong ba loại kẽm nào có độ tinh khiết ít nahats 98%. Đôi khi kim loại khác có thể được thêm vào ấm để thức dẩy một số đặc tính mong muốn trong lớp mạ kẽm.
Bể nhúng mạ kẽm, được nung nóng đến nhiệt độ từ 820-860 F (438 - 460 C), tại đó kẽm ở trạng thái lỏng. Các sản phẩm thép được hạ nghiêm vào trong bể mạ kẽm và ở trong bể cho đến khi thép nóng đến nhiệt độ của bể. Sau khi phản ứng khuếch tán của sắt và kẽm hoàn tất, sản phẩm thép được rút ra khỏi bể kẽm. Toàn bộ quá trình nhúng thường kéo dài dưới mười phút, tùy thuộc vào độ dày của thép
Cấu trúc lớp phủ bên dưới, như thể hiện trong. Hình 6, là điển hình cho các loại thép được khuyến nghị sử dụng hóa học để mạ kẽm khi độ dày của lớp phủ bị giới hạn bởi sự phân tán xen kẽ của sắt và kẽm
Khi thép được lấy ra khởi bể mạ kẽm, nó có thể được xử lý sau để tăng cường lớp mạ kẽm. Một trong những phương pháp điều trị thường được sử dụng là dập tắt. Bể tôi chủ yếu chứa nước nhưng cũng có thể thên hóa chất để tạo lớp thụ động bảo vệ t hép mạ kẽm trong quá trình bảo quản và vận chuyển các bước hoàn thiện khác bao gồm loại bỏ các giọt hoặc gai kẽm bằng cách mài chúng đi.
Bước 6 : Thời gian bảo dưỡng sau khi mạ kẽm nhúng nóng
Thời gian bảo dưỡng lần đầu (Hình 7) đối với lớp phủ mạ kẽm nhúng nóng khi tiếp xúc với khí quyển là tuyến tính với độ dày lớp phủ kẽm. Thời gian đến lần bảo dưỡng đầu tiên được định nghĩa là thời gian thép nền bị rỉ 5%
Các yêu cầu về độ dày lớp phủ tủng bình tối thiểu được nêu trong bảng 1 của ASTM A123 có thể được sử dụng để dự đoán Thời gian tối thiểu để Bảo dưỡng lần đầu các sản phẩm mạ kẽm theo vật liệu (hình dạng kết cấu dài, tấm, ống, dây..v.vv.)
Ví dụ: Các hình dạng kết cấu dày 1/4 trở lên (không phải ống và tấm) được yêu cầu phải có ít nhất 3.9 mil kẽm theo bảng 1 của ASTM A123. Như biểu đồ TFM cho thấy, điều này tương đương với 72-73 năm của cuộc sống trước khi bảo trì một môi trường công nghiệp
Tiêu chuẩn mạ kẽm
Một số thông số kỹ thuật đã được phát triển cho mạ kẽm nhúng nóng để tạo ra lớp phủ chất lượng cao. CÓ ba tiêu chuẩn chính chi phối thép mạ kẽm nhúng nóng và một số thông số kỹ thuật hỗ trợ mà các kỹ sư thiết kế và nhà chế tạo nên làm quen để thúc đầy lớp phủ chất lượng cao và đảm bảo thiết kế thép của họ phù hợp với việc mạ kẽm nhúng nóng
Tiêu chuẩn ASTM
Ba thông số kỹ thuật tiêu chuẩn ASTM đối với mạ kẽm nhúng nóng là :
-
ASTM A123/A123M: Đặc điểm kỹ thuật tiêu chuẩ cho lớp phủ kẽm (mạ kẽm nhúng nóng) trên các sản phẩm sắt và thép
-
Các mảnh thép đơn lẻ hoặc chế tạo với các loại sản phẩm thép khác nhau
-
ASTM A153/A153M: Đặc điểm kỹ thuật tiêu chuẩn cho lớp phủ kẽm (nhúng nóng) trên sắt và phần cứng
-
Chốt và các sản phẩm nhỏ được ly tâm sau khi mạ kẽm để loại bỏ kẽm dư thừa
-
ASTM A767/A767M: Đặc điểm kỹ thuật tiêu chuẩn cho thanh thép mạ kẽm (mạ kẽm) để gia cốt bê tông
-
Gia cố thép hoặc thép cây
Tiêu chuẩn mạ kẽm khác
Ngoài ra còn có một số tiêu chuẩn quản lý quốc tế cần lưu ý:
-
CSA G164: Mạ kẽm nhúng nóng cho vật phẩm có hình dạng không đều (Lưu ý: Phạm vi của tiêu chuẩn này đã được sửa đổi vào năm 2018 để bao gồm các sản phẩm chủ yếu chỉ sử dụng trong các hệ thống điện và thông tin liên lạc)
-
ISO 1461: Hot-Dip Galvanized Coating on Fabricates Iron and Steel Assembiles Thông số kỹ thuật và phương pháp thử nghiệm
-
AASHTO M111 (ASTM A123): Lớp phủ kẽm (Mạ kẽm nhúng nóng) trên sản phẩm sắt thép
-
AASHTO M232 (ASTM A153): Lớp phủ kẽm (Mạ kẽm nhúng nóng) trên phẩn cứng sắt thép
Ngoài các tiêu chuẩn quản lý, con có một số thông số kỹ thuật hỗ trợ nước và sau khi mạ kẽm mà người chỉ định/nhà thiết kế cũng nên làm quen với
Trước mạ kẽm
-
ASTM A143/A143M: Thực hành tiêu chuẩn để bảo vệ chống giòn của các sản phẩm thép kết cấu mạ kẽm nhúng nóng và quy trình phát hiện giòn
-
ASTM A384/A384M: Thực hành tiêu chuẩn để bảo vệ chống cong vênh và biến dạng trong quá trình mạ kẽm nhúng nóng các cụm thép
-
ASTM A385/A385M: Thực hành tiêu chuẩn để cung cấp lớp phủ kẽm chất lượng cao (nhúng nóng)
-
ASTM B6: Thông số kỹ thuật tiêu chuẩn cho kẽm
Sau mạ kẽm
-
ASTM A780: Thực hành sửa chữa các khu vực bị hư hỏng và không được phủ của lớp phủ mạ kẽm nhúng nóng
-
ASTM A686: Thực hành chuẩn bị các bề mặt phần cứng và sản phẩm sắt thép tráng kẽm (mạ kẽm nhúng nóng) để sơn
-
ASTM D7803: Thực hành chuẩn bị các bề mặt phần cứng và sản phẩm sắt thép tráng kẽm (mạ kẽm nhúng nóng) để sơn tĩnh điện
-
ASTM E376: Thực hành tiêu chuẩn để đo độ dày lớp phủ bằng phương pháp kiểm tra từ trường hoặc dòng điện xoay (điện tử)
Hãy xem xét một vài trong các thông số kỹ thuật này chi tiết hơn

Những cách kiểm tra mạ kẽm nhúng nóng
Kiểm tra được thực hiện trên thép mạ kẽm nhúng nóng sẽ được thảo luận. Các cuộc kiểm tra khác nhau được sử dụng để xác minh các yêu cầu cần thiết đối với sản phẩm mạ kẽm được đáp ứng. Các kỹ thuật này cho từng phương pháp thử nghiệm được chỉ định trong tiêu chuẩn ASTM A123/A123M, A153/A153M hoặc A76/A76M, tùy thuộc vào loại sản phẩm được kiểm tra. Các kiểm tra phổ biến nhất, được liệt kê bên dưới, bao gồm từ kiểm tra trực quan đơn giản đến các kiểm tra phức tạp hơn để xác định odoj giòn hoặc độ bám dính
-
Độ dày lớp phủ - Máy đo từ tính, kính hiển vi quang học
-
Trọng lượng lớp phủ - cân-mạ-cân và cân-dài-cân
-
Kết thúc và Hình thức - Kiểm tra trực quan
-
Các bài kiểm tra bổ sung
-
Tuân thủ - con dao mập mạp
-
Độ giòn - bán kính uốn cong tương tự, cú đánh mạnh và góc thép
-
Mạ màu - Kiểm tra tại chỗ
-
Uốn - bảng đường kính uốn thành phẩm tổi thiểu
-
Lấy mẫu
-
Kiểm tra hiện trường
Nhận biết mạ kẽm nhúng nóng không đạt yêu cầu
Sản phẩm mạ kẽm không đáp ứng tất cả các yêu cầu của thông số kỹ thuật, nó phải được sửa chữa hoặc loại bỏ cùng với lô hàng mà nó đại diện. Khi việc sửa chữa sản phẩm được cho phép theo thông số kỹ thuật hoặc xuất hiện các vết trần, nhà mạ kẽm chịu trách nhiệm sửa chữa trừ khi có chỉ định khác của người mua. Các thông số kỹ thuật cho phép thử nghiệm lại một số sản phẩm đại diện cho các lô hoặc thử nghiệm lại sau khi lô hàng đã được phân loại để phát hiện sự không phù hợp.
Độ dày lớp phủ của khu vực sửa chữa phải phù hợp với độ dày của khu vực xung quanh. Tuy nhiên, nếu sử dụng sơn giàu kẽm để sửa chữa thì độ dày lớp sơn phủ cao hơn 50% so với khu vực xung quanh, nhưng không được lớn hơn 4.0 mil vì có xu hướng nứt bùn khi sơn lớp sơn quá dày. Kích thước tối đa cho các khu vực cho phép có thể được sửa chữa trong quá trình sản xuất tại nhà máy được xác định trong các thông số kỹ thuật như được tóm tắt bên dưới.

Quy cách kích thước tối đa của khu vực có thể sửa chữa tại nhà máy mạ kẽm
-
ASTM A123/A123M:
-
Các điểm trông không được vượt quá 1 inch ở kích thước hẹp nhất
-
Và tổng số điểm trông không được lớn hơn 0.5% diện tích bề mặt có thể tiêp cận được để phủ hoặc 36 inch vuông trên mỗi mảnh, tùy theo giá trị nào nhỏ hơn.
-
ASTM A153/A153M:
-
Các điểm trần sẽ có tổng diện tích không quá 1% tổng diện tích bề mặt được phủ, không bao gồm các khu vực có ren của mảnh.
-
ASTM A767/A767M
-
Các vết trống không được vượt quá 1% tổng diện tích bề mặt trên mỗi chiều dài 1 ft [0.3m] của thanh
-
Nếu lớp phủ không đáp ứng yêu cầu về độ hoàn thiện và độ bám dính. thanh có thể bị tước, mạ kẽm lại và gửi lại
-
Hư hỏng đối với lớp phủ do chế tạo hoặc xử lý sẽ được sửa chữa bằng công thức giàu kẽm
-
Các đầu cắt phải được phủ một công thức giàu kẽm.
Cách sửa chữa hiện trường
Lớp phr kẽm của thép mạ kẽm nhúng nóng rất khó bị hư hại và việc chế tạo tại hiện trường đòi hỉ phải loại bỏ lớp phủ nên được giảm thiểu càng nhiều càng tốt. Tuy nhiên, đôi khi đo xử lý không đúng cách hoặc bị mài mòn sau nhiều năm sử dụng, các lỗ rỗng nhỏ xuất hiện lớp phủ. Để duy trì hàng rào và lớp bảo vệ ca tốt đồng nhất và đảm bảo tuổi thọ, cách tốt nhất là sơn lại và sửa chữa lớp phủ. Khi nói đến thép mạ kẽm trong lĩnh vực này, không có giới hạn về kích thước có thể được sửa chữa
Những phương pháp sửa chữa
Phương pháp sửa chữa nào được thực hiện đối với các sản phẩm mạ kẽm đều phải tuân theo các yêu cầu của ASTM A780 Thực hành sửa chữa các khưc vực bị hư hỏng và không được phủ của lớp phủ mạ kẽm nhúng nóng, trong đó xác định các vật liệu được chấp nhận và các quy trình cần thiết. Việ sửa chữa thường được hoàn thành bởi nhà mạ điện trước khi sản phẩm được giao, nhưng trong một số trường hợp nhất định, người mua có thể tự mình thực hiện việc sửa chữa. Các vật liệu chỉnh sửa và sửa chữa được pha chế để mang lại màu sắc tương tự cho các sản phẩm được mạ sáng, mới được mạ kẽm hoặc các sản phẩm mạ kẽm cũ, có màu xám mờ. Các vật liệu được sử dụng để chữa chữa các sản phẩm mạ kẽm nhúng nóng bao gồm chất hàn gốc kẽm, sơn giàu kẽm và kim loại phun kẽm, và được giải thích trong các phần sau,
Mạ kẽm nhúng nóng là quá trình ngâm sắt hoặc thép trong bể kẽm nóng chảy để tạo ra lớp phủ nhiều lớp chống ăn mòn cho hợp kim kẽm sắt và kim loại kẽm. Trong khi thép được ngâm trong kẽm, một phần ứng luyện kim xảy ra giữa sắt thép và kẽm nóng chảy. Phản ứng này là một quá trình khuếch tán, vì vậy lớp phủ hình thành vuông gốc với tát cả các bề mặt tạo ra độ dày đồng đều trên toàn bộ phận
6. Tiêu chuẩn đánh giá sản phẩm sắt thép mạ kẽm nhúng nóng đạt chất lượng
1. Độ dày lớp mạ
-
Tiêu chuẩn : Độ dày của lớp mạ kẽm phải đạt tối thiểu theo quy đinh của các tiêu chuẩn quốc tế như ASTM A123 (Mỹ) hoặc ISO 1460 (Quốc tế)
-
Đánh giá : Độ dày lớp mạ có thể được kiểm tra bằng các thiết bị đo độ dày từ tính hoặc siêu âm, Độ dày lý tưởng thường dao động từ 50 đến 100 micromet tùy thuộc vào ứng dụng
2. Độ bám dính
-
Tiêu chuẩn : Lớp mạ kẽm phải có độ bám dính tốt trên bề mặt kim loại căn bản. Điều này đảm bảo rằng lớp mạ không bong tróc trong quá trình sử dụng
-
Đánh giá: Để kiểm tra đọ bám dính, có thể thực hiện các thử nghiệm kéo hoặc sử dụng băng dính. Trong thử nghiệm kéo, lớp mạ sẽ bị kéo ra để xác định lực cần thiết để tách nó khỏi bề mặt kim loại
3. Bề mặt lớp mạ
-
Tiêu chuẩn : Bề mặt lớp mạ phải đồng đều, không có dấu hiệu của rỗ, nứt hay bong tróc. Các khuyết tật này có thể ảnh hưởng đến tính thẩm mỹ và hiệu suất của sản phẩm
-
Đánh giá: Kiểm tra bằng mắt thường hoặc sử dụng kinh lúp để phát hiện các khuyết tật trên bề mặt lớp mạ. Bề mặt không được có các vết rỗ hay nứt, và nên có màu sắc đồng đều.
4. Khả năng chịu ăn mòn
-
Tiêu chuẩn : Lớp mạ kẽm phải có khả năng bảo vệ kim loại căn bản trong các điều kiện môi trường khác nhau, từ ẩm ướt đến khô ráo và từ môi trường nước ngọt đến nước mặn
-
Đánh giá: Thực hiện thử nghiệm ăn mòn trong điều kiện ẩm ướt hoặc muối để kiểm tra khả năng, chông ăn mòn. Thời gian cho các thử nghiệm này có thể kéo dài từ vài tuần đến vài tháng
5. Màu sắc và độ bóng
-
Tiêu chuẩn : Màu sắc của lớp mạ kẽm thường là màu xám hoặc bạc, đồng đều trên toàn bộ bề mặt
-
Đánh giá: Kiểm tra màu sắc cà độ bóng bằng mắt thường hoặc các thiết bị đo màu. Lớp mạ không được có các vết loang lố hay màu sắc không đồng nhất
6. Kiểm tra độ cứng
-
Tiêu chuẩn : Lớp mạ phải có độ cứng nhất định để chống lại sự va chạm và trầy xước
-
Đánh giá: Sử dụng phương pháp thử nghiệm độ cứng như Rockwell hoặc Mohs để xác định độ cứng của lớp mạ
Ngoài ra còn thêm 2 bước để đánh giá chất lượng trong suốt thời gian làm việc cũng như các hoạt chất cơ lý của sắt thép mạ kẽm nhúng nóng là :
1. Thử nghiệm độ bền
-
Tiêu chuẩn : Lớp mạ phải có khả năng chịu được các tải trọng và áp lực mà không bị hư hỏng, đặc biệt trong các ứng dụng công nghiệp
-
Đánh giá: Thực hiện các bài kiểm tra độ bền cơ học như kiểm tra kéo hoặc nén để đảm bảo sản phẩm đáp ứng tiêu chuẩn yêu cầu
2. Kiểm tra hóa học
-
Tiêu chuẩn : Thành phần hóa học của lớp mạ phải đạt yêu cầu, không chứa các tạp chất có hại có thể ảnh hưởng đến hiệu suất của lớp mạ
-
Đánh giá: Phan tích mẫu mạ kẽm bằng phương pháp phổ hoặc hóa học để xác định thành phần và độ tinh khiết của kẽm
Lịch sử ra đời của phương pháp nhúng kẽm nóng
Quy trình mạ kẽm nhúng nóng đã được sử dụng từ năm 1742, mang lại khả năng bảo vệ chống ăn mòn lâu dài, không cần bảo trì với chi phí hợp lý trong nhiều thập kỷ. Mặc dù mạ kẽm nhúng nóng đã được sử dụng để bảo vệ thép qua nhiều thế hệ, quy trình mạ kẽm vẫn tiếp tục phát triên với công nghệ mứi và hóa chất sáng tạo. Ba bước chính trong quy trình mạ kẽm nhúng nóng là chuẩn bị bề mặt, mạ kẽm và xử lý sau, mỗi bước sẽ được thảo luận chi tiết, quá trình này vốn đơn giản, đây là một lợi thế khác biệt so với các phương pháp chống ăn mòn khác.
.jpg)
5 TIÊU CHUẨN MẠ KẼM NHÚNG NÓNG - ĐỊNH MỨC VÀ ĐỘ DÀY BAO NHIÊU ?
Tiêu chuẩn thép mạ kẽm nhúng nóng phổ biến nhất là tiêu chuẩn ASTM, tiêu chuẩn Anh BS EN và tiêu chuẩn Việt Nam, với mối tiêu chuẩn, thành phần hóa học và cơ tính của ống thép sẽ khác nhau. Sau đây là những thông tin chi tiết về 5 tiêu chuẩn mạ kẽm nhúng nong này mà Degrasan chia sẽ dến quý khách hàng
5 Tiêu chuẩn mạ kẽm nhúng nóng phổ biến trên thị trường
Quy trình mạ kẽm nhúng nóng luôn được đảm bảo tuân thủ theo tiêu chuẩn ASTM (hoặc tiêu chuẩn tương đương CAN / CSA G164, ISO 1461) Mang lại chất lượng mạ kẽm nhúng nóng cao nhất.
1. Tiêu chuẩn Anh BSI
Đây là bộ tiêu chuẩn dành cho các sản phẩm và hàng hóa công nghiệp, do Viện tiêu chuẩn Anh (BSI) sáng lập và được sử dụng trên toàn thế giới. BỘ tiêu chuẩn bao gồm tiêu chuẩn hóa thông số, chủng loại ống và chất lượng trong lĩnh vực thép, giúp các nhà sản xuất nâng cao hiệu quả và khả năng cạnh tranh
Một số tiêu chuẩn BSI của Anh cho ống thép mạ kẽm nhúng nóng
-
BS EN 10255:2004: Tiêu chuản kỹ thuật cho ống thép han
-
BS 1387-1985: Tiêu chuẩn ống thép hàn
-
BS 4504: Tiêu chuẩn mặt bích
-
BS 21: Tiêu chuẩn ren
2. Tiêu chuẩn ASTM Hoa Kỳ
Đây là bộ tiêu chuẩn đầu tiên trên thế giới do Hiệp hội thử nghiệm và vật liệu Hoa Kỳ ban hành năm 1898. Bộ tiêu chuẩn ASTM bao gồm 6 chủ đề chính: Tiêu chuẩn kỹ thuật; Phương pháp kiểm tra & thử nghiệm; Luyện tập; Hương dẫn; phân loại; Điều kiện
Một số tiêu biểu cho ống thép mạ kẽm nhúng nóng
-
ASTM A53 / A53M-10: Thông số kỹ thuật đường ống
-
A530 - A530 / A530M-99: Tiêu chuẩn kỹ thuật cho các yêu cầu chung của ống thép cacbon và hợp kim chuyên dụng
3. Tiêu chuẩn quốc tế ISO 9001
Đây là tiêu chuẩn hệ thống quản lý chất lượng do Tổ chức Tiêu chuẩn hóa Quốc tế ban hành. Tiêu chuẩn đư ra các yêu cầu được sử dụng làm khuôn khổ cho Hệ thống quản lý chất lượng, để đánh giá và chứng nhận sự phù hợp với Hệ thống quản lý chất lượng của tổ chức
Phiên bản mới nhất hiện nay là ISO 9001:2015, Tiêu chuẩn Việt Nam tương đương TCVN ISO 9001:2015 Quản lý chất lượng - Yêu cầu
4. Tiêu chuẩn Nhật Bản JIS
JIS G3444:2015: Tiêu chuẩn ống thép carbon cho cấu trúc chung
JIS G3466:2015: Tiêu chuẩn ống hình vuông và hình chữ nhật bằng thép cacbon cho cấu trúc chung
5. Tiêu chuẩn Việt Nam
Bên cạnh hai tiêu chuẩn trên, nhà sản xuất cũng phải tuân thủ các tiêu chuẩn của nhà nước Việt Nam trước khi đưa ra thị trường.
Một số tiêu chuẩn cần được đáp ứng là :
-
TCVN 5408:2007 (ISO 01461:1999): Tiêu chuẩn Mạ kẽm nhúng nóng trên bề mặt sản phẩm gang và thép - Yêu cầu kỹ thuật và phương pháp thử
-
TCVN 7665:2007 (ISO 1460:1992): Lớp phủ kim loại - Lớp phủ kẽm nhúng nóng trên vật liệu đen - Xác định khối lượng lớp phủ trên một đơn vị diện tích
-
TCVN 12514:2018: Thép mạ kẽm làm cốt bê tông
Ống thép mạ kẽm nhúng nóng được sản xuất theo 5 tiêu chuẩn trên sẽ đảm bảo tiêu chuẩn chất lượng cho các công trình trong nước và quốc tế. Doanh nghiệp có thể yên tâm lựa chọn và sử dụng để tạo nên một công trình bền vưng theo thời gian.

Độ dày lớp mạ kẽm nhúng nóng
Đối với sản phẩm xi mạ, có rất nhiều yếu tố khác nhau quyết định đến chất lượng của lớp xi mạ, trong đó độ dày là một trong những yếu tố quan trọng ảnh hưởng đến chất lượng của sản phẩm đó. Theo đó, lớp mạ kẽm càng dày thì tuổi thọ của sản phẩm mạ kẽm càng lâu. Tuy nhiên, tiêu chí này chỉ chính xác khi bạn so sánh tuổi thọ của các sản phẩm mạ kẽm sử dụng cùng quy trình công nghệ.
Để xác định độ dày của lớp mạ kẽm, bạn không thể sử dụng thước đo, đó là mật độ của kẽm trên một đơn vị. Do đó, bạn cần tuân thủ các yêu cầu trong ASTM hoặc các kỹ thuật khác liên quan đến mật độ hoặc độ dày của lớp mạ kẽm. Nếu bạn so sánh độ dày mạ kẽm lớn bằng thước đo, nó sẽ làm giảm yêu cầu đối với lớp phủ mạ kẽm mẫu trước khi so sánh các sản phẩm với các quy trình mạ kẽm khác nhau


 0947 38 40 42
0947 38 40 42 steelvinagroup@gmail.com
steelvinagroup@gmail.com
 0947 38 40 42
0947 38 40 42



_thumb.png "Mạ Kẽm Nhúng Nóng")
