
 0947 38 40 42
0947 38 40 42
 steelvinagroup@gmail.com
steelvinagroup@gmail.com
0947 38 40 42
steelvinagroup@gmail.com
 0947 38 40 42
0947 38 40 42| Ms.Diễm: |  |
0383.048.156 |
| Mr. Đức: | |
0947.38.40.42 |
Tìm hiểu dịch vụ xi mạ kẽm chất lượng tại TpHcm ? Đơn giá cũng như cách nhận biết sản phẩm thép mạ kẽm nhúng nóng đạt tiêu chuẩn chất lượng về độ dày, tỷ trọng kẽm & bề mặt bên ngoài sản phẩm sau khi nhúng.
Mạ kẽm nhúng nóng là một quá trình độc đáo. Khi thép sạch được nhúng vào kẽm nóng chảy, một loạt các lớp hợp kim kẽm-sắt được hình thành thông qua phản ứng luyện kim giữa sắt và kẽm, tạo ra lớp phủ chắc chắn là một phần không thể thiếu của thép.
Do mạ kẽm nhúng nóng đã được sử dụng để bảo vệ sắt/thép trong một thời gian dài nên có nhiều thuật ngữ khác nhau được sử dụng để mô tả quy trình này, bao gồm mạ kẽm, mạ điện và mạ kẽm nhúng nóng
Mạ kẽm nhúng nóng cung cấp lớp phủ cả bên ngoài và bên trong các phần rỗng, tự sửa chữa khi bị hư hỏng, hy sinh bản thân để bảo vệ kim loại cơ bản, bền vững với môi trường, có khả năng chống va đập và mài mòn tốt và tuổi thọ không cần bảo dưỡng lên đến 50 năm hoặc hơn. Thép mạ kẽm được sử dụng rộng rãi trong các ứng dụng cấn bảo vệ chống ăn mòn và có thể được xác định bằng hoa văn kết tinh trên bề mặt (thường được gọi là "spangle")
Quá trình mạ kẽm nhúng nóng tương đối đơn giản. Nó bao gồm việc làm sạch thép và nhúng thép vào kẽm nóng chảy có được lớp phủ
Mạ kẽm nhúng nóng là quá trình phủ một lớp kẽm lên sắt hoặc thép bằng cách nhúng kim loại vào bồn kẽm nóng chảy ở nhiệt độ 450ºC (842ºF). Trong quá trình này, một lớp phủ liên kết kim loại được hình thành giúp bảo vệ khỏi môi trường khắc nghiệt, dù là bên ngoài hay bên trong.
Thép mạ kẽm được sử dụng rộng rãi trong các úng dụng cần khả năng chống ăn mòn mà không tốn kém chi phí như thép không gỉ và có thể được nhận biết bằng hoa văn kết tinh trên bề mặt (thường được gọi là "hoa văn trang trí")
Mạ kẽm có lẽ là quy trình hoàn thiện với môi trường nhất là ngăn ngừa ăn mòn
Mạ kẽm nhúng nóng là một quá trinh rất đơn giản giúp bảo vệ kết cấu thép khỏi bị ăn mòn trong thời gian dài.

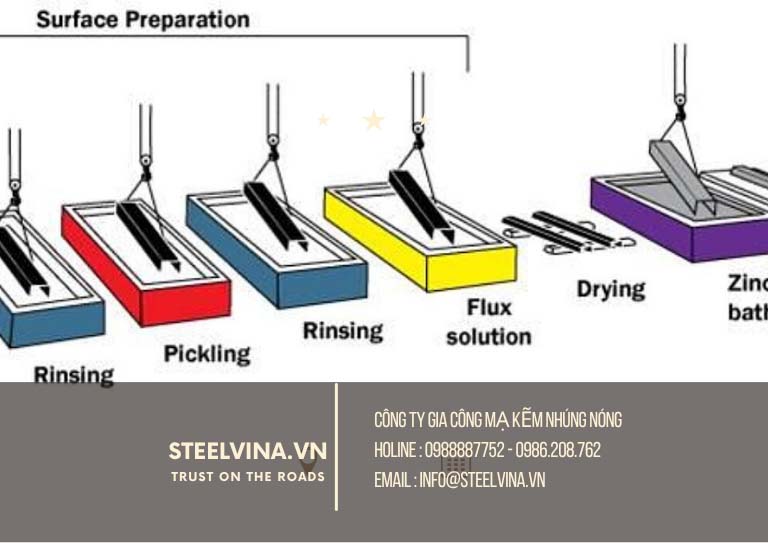
Các bước chính trong quá trình mạ kẽm bao gồm :
1. Chu trình vệ sinh - giảm dần và vệ sinh hóa học
2. Chất trợ dung - giúp làm ướt bề mặt thép
3. Mạ kẽm - nhúng thép vào bồn kẽm nóng chảy
4. Xử lý sau (tùy chọn)
Phản ứng mạ kẽm chỉ xảy ra trên bề mặt sạch về mặt hóa học. Giống như hầu hét các quy trình mạ kẽm, bí quyết để đạt được lớp phủ chất lượng tốt nằm ở khâu chuẩn bị bề mặt Bí quyết để có được lớp phủ chất lượng tốt nằm ở khâu chuẩn bị bề mặt
Điều quan trọng là phải có loại bỏ dầu mỡ, bụi bẩn và cặn trước khi mạ kẽm. Các loại ô nhiễm này được loại bỏ bằng nhiều quy trình khác nhau và thông lệ chung là tẩy dầu mỡ trước bằng dung dịch kiềm hoặc axit mà linh kiện được nhúng vào. Sau đó, sản phẩm rửa sạch bằng nước lạnh để tránh làm ô nhiễm phần còn lại của quy trình.
Sau đó, sản phẩm được nhúng vào axit clohydric ở nhiệt độ môi trường để loại bỏ rỉ sét và vảy cán. Xi hàn, sơn và mỡ nặng sẽ không được loại bỏ bằng các bước làm sạch này và cần được loại bỏ bởi thợ chế tạo trước khi sản phẩm được chuyển đến nhà mạ kẽm. Sau khi rửa sạch thêm, các thành phần sau đó thường sẽ trải qua quy trình trợ dung.
Thông thường, phương pháp này được áp dụng bằng cách nhúng vào dung dịch trợ dung - thường là khoảng 30% kẽm amoni clorua ở nhiệt độ khoảng 65-80ºC. Ngoài ra, một số nhà máy mạ kẽm có thể vận hành bằng cách sử dụng lớp phủ trợ dung trên bồn mạ kẽm. Hoạt động trợ dung loại bỏ các vết oxit cuối cùng khỏi bề mặt và cho phép kẽm nóng chảy làm ướt thép.
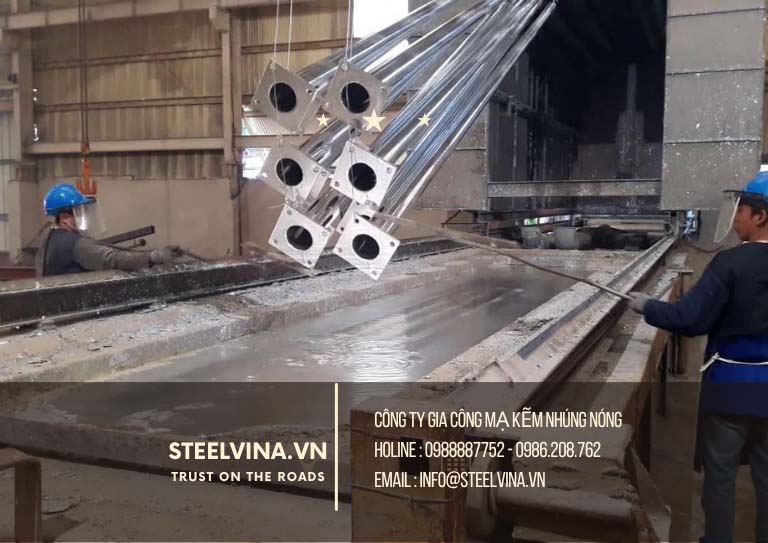
Khi thành phần sắt thép hoặc thép sạch được nhúng vào kẽm nóng chảy (thường ở nhiệt độ khoảng 450ºC), một loạt các lớp hợp kim kẽm-sắt được hình thành thông qua phản ứng luyện kim giữa sắt và kẽm. Tốc độ phản ứng giữa thép và kẽm thường là parabol theo thời gian và do đó tốc độ phản ứng ban đầu rất nhanh và có thể thấy sự khuấy động đáng kể trong bồn kẽm.
Độ dày chính của lớp phủ được hình thành trong giai đoạn này. Sau đó, phản ứng chậm lại và độ dày lớp phủ không tăng đáng kể ngay cả khi sản phẩm ngâm trong bôn trong thời gian dài hơn.
Thời gian ngâm thông thường là khoảng bốn hoặc năm phút nhưng có thể lâu hơn đối với các vật nặng có quán tính nhiệt cao hoặc khi kẽm cần phải thấm vào không gian bên trong.
Khi rút ra khỏi bồn mạ kẽm, một lớp kẽm nóng chảy sẽ được lấy ra trên lớp hợp kim. Thương thì lớp này nguội đi để thể hiện vẻ ngoài sáng bóng thường thấy ở các sản phẩm mạ kẽm. Thời gian ngâm mình điển hình là khoảng bống hoặc năm phút.
Quá trình xử lý sau mạ kẽm có thể bao gồm làm nguội trong nước hoặc làm mát bằng không khí. Các điều kiện trong nhà máy mạ kẽm như nhiệt độ, độ ẩm và chất lượng không khí không ảnh hưởng đến chất lượng phủ mạ kem.
Ngược lại, những điêu cực kỳ này quan trọng đối với một loại sơn chất lượng tốt cho kim loại mạ kẽm. Không cần xử lý sau đối với các sản phẩm mạ kẽm và có thể áp dụng sơn hoặc lớp phủ bột để tăng tính thẩm mỹ hoặc để bảo vệ thêm khi môi trường cực kỳ khắc nghiệt. Có thể áp dụng lớp phủ chuyển đổi hóa học và các hệ thống rào cản khác để giảm thiểu sự xuất hiện của vết bẩn lư trữ ướt.
Với điều kiện thông báo hợp lý, hầu hết các mặt hàng có thể được mạ kẽm nhúng nóng và trả lại cho nhà chế tạo trong vòng một tuần. Thời gian xử lý thông thường, tùy thuộc vào quy mô đơn hàng, là ba ngày. Bu lông và đai ốc thép mạ kẽm hiện đang được dự trữ rộng rãi nhưng nên đặt hàng ốc vít mạ kẽm càng sớm càng tốt.
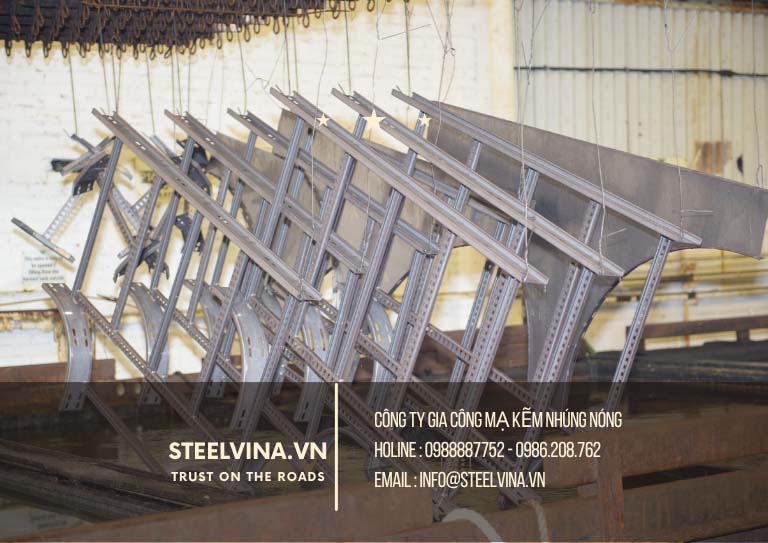
Quá trình mạ kẽm nhúng nóng rất linh hoạt và có thể xử lý các sản phẩm có kích thước từ đai ốc và bu lông đến các phần kết cấu dài. Phạm vi này, cùng với khả năng bắt bu lông hoặc hàn các sản phẩm chế tạo sau khi mạ kẽm, cho phép mạ kẽm hầu như mọi kích thước kết cấu.
Các hình dạng phức tạp, bình hở và hầu hết các vật dụng rỗng có thể được mạ kẽm, cả bên trong và bên ngoài, trong một lần vận hành. Một số sản phẩm rỗng có thể được mạ kẽm chỉ trên b ề mặt bên ngoài, tuy nhiên, điều này đòi hỏi các thiết kế và kỹ thuật mạ kẽm đặc biệt. Năng lực của từng nhà máy mạ kẽm được nêu chi tiết trong phần "Tìm nhà mạ kẽm" trên trang web chúng tôi
.jpg)
Mạ kẽm cung cấp lớp bảo vệ rào cản giữa tất cả các bề mặt thép trong và bên ngoài với môi trường của chúng. Kẽm ăn mòn nhiều hơn thép và hy sinh bản thân để bảo vệ thép, do đó, mạ kẽm nhúng nóng sẽ cung cấp lớp bảo vệ hy sinh này. Đọc thêm về bảo vệ hy sinh
Mạ kẽm nhúng nóng là một quy trình tương đối đơn giản để chỉ định và được quy định tỏng một tiêu chuẩn duy nhất ENISO 1461. Hiệp hội mạ kẽm có thẻ cung cấp lời khuyên chi tiết về việc biên soạn các thông số kỹ thuật của bạn, cũng như xem xét các chi tiết thiết kế để tối đa hóa lợi ích của việc mạ kẽm thép.
Những cân nhắc khá đơn giản sẽ giúp đảm bảo thép của bạn được xử lý nhanh chóng và hiệu quả.
Dưới đây là danh sạch các tiêu chuẩn quốc tế và mạ kẽm nhúng nóng. Có hơn 100 tiêu chuẩn và quy tắc thực hành của Anh trong đó mạ kẽm nhúng nóng dược chỉ định là lớp hoàn thiện bắt buộc hoặc tùy chọn.
Vui lòng tham khảo phiên bản mới nhất của các tiêu chuẩn bên dưới khi chỉ định.
1. Tiêu chuẩn Anh và Châu Âu
EN ISO 1461
Lớp phủ mạ kẽm nhúng nóng trên các sản phẩm sắt và thép chế tạo - Thông số kỹ thuật và phương pháp thử nghiệm
Nhấp để đọc thêm về
EN ISO 1461
EN ISO 14713-1
Lớp phủ kẽm - Hướng dẫn và khuyến nghị về bảo vệ chống ăn mòn sắt và thép trong các kết cấu.
Phần 1 : Nguyên tắc chung về thiết kế và khả năng chống ăn mòn.
EN ISO 14713-2
Lớp phủ kẽm - Hướng dẫn và khuyến nghị về bảo vệ chống ăn mòn sắt và thép trong các kết cấu.
Phần 2 : Mạ kẽm nhúng nóng
BS 7371: Phần 6
Lớp phủ trên các chi tiết kim loại - thông số kỹ thuật cho lớp phủ mạ kẽm nhúng nóng
EN 10244:Phần 2
Dây thép và sản phẩm dây thép - Lớp phủ kim loại màu trên dây thép
EN 10346
Sản phẩm thép phẳng được phủ nhúng nóng liên tục
Tiêu chuẩn BS 3083
Đối với tôn sóng mạ kẽm nhúng nóng và tôn sóng mạ nhôm/kẽm nhúng nóng dùng cho mục đích chung
EN 13438
Sơn & Vec ni. Lớp phủ hữu cơ dạng bột cho các sản phẩm thép mạ kẽm hoặc thép phủ sheradized dùng cho mục đích xây dựng.
EN 15773
Ứng dụng công nghiệp của lớp phủ hữu cơ dạng bột cho các sản phẩm thép mạ kẽm nhúng nóng hoặc thép phủ sherard (lớp phủ hai lớp). Thông số kỹ thuật, khuyến nghị và hướng dẫn
.jpg)
EN 10348-2:2018 - Sản phẩm thép gia cường mạ kẽm
Vào tháng 12 năm 2018, tiêu chuẩn Châu Âu EN 10348-2:2018 "Thép gia cường bê tông - Thép gia cường mạ kẽm và các sản phẩm thép" đã được công bố
Tiêu chuẩn này cho phép dễ dàng chỉ định cốt thép mạ kẽm nhúng nóng và cung cấp thông tin chi tiết về loại thép gia cường, thép thanh và/hoặc sản phẩm thép cần mạ kẽm, đặc biệt là thép trong phạm vi EN 10080
Cập nhật bảng giá sắt thép hôm nay




_thumb.png "Mạ Kẽm Nhúng Nóng")
