
 0947 38 40 42
0947 38 40 42
 steelvinagroup@gmail.com
steelvinagroup@gmail.com
0947 38 40 42
steelvinagroup@gmail.com
 0947 38 40 42
0947 38 40 42| Ms.Diễm: |  |
0383.048.156 |
| Mr. Đức: | |
0947.38.40.42 |

Đây là bước cực kỳ quan trọng, quyết định đến chất lượng độ bám dính của lớp mạ kẽm. Bề mặt thép phải được làm sạch hoàn toàn để kẽm nóng chảy có thể phản ứng trực tiếp với sắt.
.jpg)
Nhúng trợ dung cho sắt thép với mục đích chuẩn bị cho bề mặt trước khi mạ được sạch sẽ tăng cường khả năng bám dính, loại bỏ hoàn toàn những oxit còn sót lại sau quá trình tẩy axit và rửa lại với nước, ngăn chặn sự oxy hóa trở lại của bề mặt thép khi tiếp xúc với không khí, nước trước khi nhúng vào bể kẽm nóng chảy, tạo điều kiện thuận lợi nhất cho phản ứng hóa học giữa kẽm lỏng và sắt, đảm bảo lớp mạ bám dính tốt nhất. Cách thực hiện như sau, nhúng thép đã được làm sạch và rửa thật kỹ vào dung dịch trợ dung. Dung dịch trợ dung phổ biến nhất là hổn hợp amoni clorua (NH4CL) và kẽm clorua (ZnCl2). Sau khi nhúng trợ dung, vật liệu thường được sấy khô để loại bỏ nước, tránh bắn tung róe khi nhúng vào kẽm nóng chảy
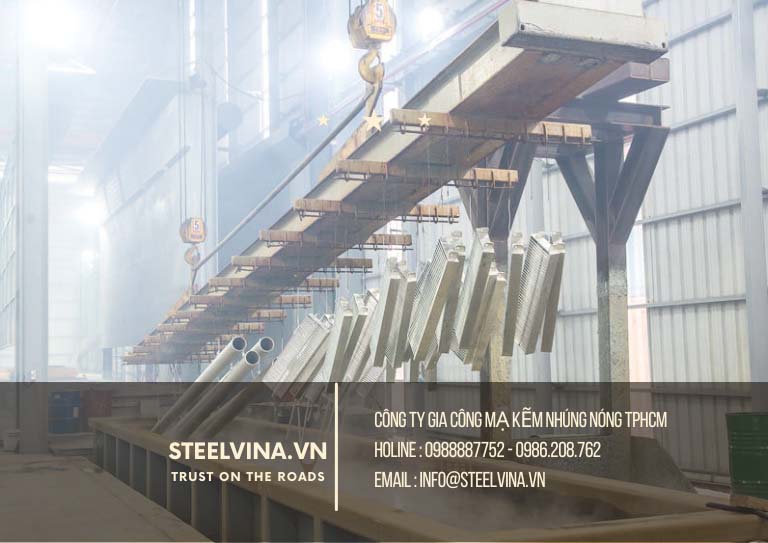
Đây là bước quan trọng nhất trong quy trình mạ kẽm nhúng nóng. Cách thực hiện như sau : THép đã được xử lý bề mặt và sấy khô được từ từ nhúng hoàn toàn vào bể chứa kẽm nóng chảy. Nhiệt độ của bể kẽm thường duy trì trong khoảng 436 - 460 độ C (820 độ F đến 860 độ F). Khi thép tiếp xúc vưới kẽm nóng chảy, một phản ứng luyện kim sẽ xảy ra, tạo thành những lớp hợp kim kẽm - sắt ở giữa vật liệu nền và lớp kẽm bên ngoài. Những lớp này có cấu trúc tinh thể khác nhau, bao gồm những lớp gamma(T), Delta, Zeta và lớp kẽm nguyên chất ở ngoài cùng. Sự hình thành những lớp hợp kim này là đặc tính đặc trưng của mạ nhúng nóng và là yếu tố tạo nên độ bám dính vượt trội. Thời gian nhúng phụ thuộc vào kích thước, độ dày và loại thép, cũng như nhiệt độ bể kẽm. Thép được giữ trong bể kẽm cho đến khi đạt được nhiệt độ và độ dày kết thúc quá trình.
.jpg)
Mục đích của việc làm nguội sắt thép sau khi mạ giúp lớp kẽm kết tinh đồng nhất và chắc chắn. Cách thực hiện như sau : Sau khi lấp ra khỏi bể kẽm, vật liệu thường được làm nguội bằng cách nhúng vào bể nước hoặc để nguội tự nhiên trong không khí. Làm nguội bằng nước giúp quá trình kết tinh kẽm nhanh hơn và tạo ra bề mặt sáng bóng hơn
Mục đích của việc làm này giúp đánh giá chất lượng của lớp mạ và thực hiện những chỉnh sửa nhỏ nếu cần.
.jpg)
Cập nhật bảng giá sắt thép hôm nay




_thumb.png "Mạ Kẽm Nhúng Nóng")
